

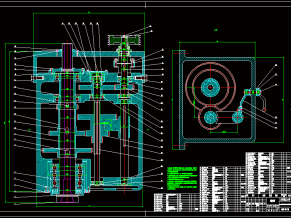
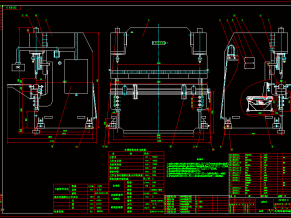
装配图
弹簧支架级进模设计及其制造工艺全套齐全(含全套CAD图纸)
摘要
阐述了级进模的结构设计工程及其工作过程,通过系统的工艺分析,采用冲孔、翻边、落料等工序进行加工。通过计算工艺力以确定模具压力中心,并选择压力机的型号。落料凹模通过凹模固定板与下模座连接来固定。模具采用下出料方式和弹性卸料卸料装置。本模具结构较简单,性能可靠,工作平稳,提高了生产效率,降低劳动强度和生产成本。
目录
绪论3
第二章冲压件工艺分析5
2.1分析工件的技术要求5
2.1.1加工表面的尺寸精度及尺寸基准6
2.1.2主要加工表面的形位公差精度6
2.1.3表面质量要求6
2.2工件材料及机械性能6
2.2.1工件材料化学成分对塑性的影响6
2.2.2工件材料的机械性能6
2.3零件的结构工艺性分析7
2.3.1冲孔部分工艺性要求8
2.3.2翻边部分工艺性要求9
第三章工艺方案确定10
3.1工艺方案的提出10
3.2工件生产工序的确定11
3.3模具定位零件与卸料零件的选择11
3.3.1定位零件的选择11
3.3.2卸料零件的选择11
3.3.3出料方式的选择11
第四章排样设计13
4.1材料利用率13
4.2排样方法14
4.3搭边值的选用和条料的选用及步距的确定15
4.3.1.搭边值的选用15
4.3.2.条料宽度的确定16
4.3.3.步距的确定16
4.4材料利用率的确定17
第五章模具主要受力分析计算18
5.1翻边力的计算18
5.2冲压力的计算20
5.2.1冲裁力的计算20
5.2.2整形压力的计算20
5.2.3卸料力与推件力的计算21
第六章压力机吨位选择23
6.1模具压力中心的确定23
6.2压力机吨位选择23
6.2.1冲压设备类型的选择23
6.2.2确定压力机设备的规格24
第七章模具工作部分设计计算26
7.1冲裁间隙26
7.1.1冲裁间隙对冲裁件质量的影响26
7.1.2间隙对模具寿命的影响27
7.1.3对冲裁力、卸料力的影响28
7.2合理间隙的选用29
7.2.1理论计算法29
7.2.2查表选取法30
7.3模具刃口尺寸的计算30
7.3.1计算原则31
7.3.2计算方法31
7.4级进模的各个工位冲裁凸、凹模刃口尺寸计算32
7.4.1第一工位冲孔模刃口尺寸计算32
7.4.2第二工位处翻边模刃口尺寸计算34
7.4.3第三工位冲孔整形凸、凹模刃口尺寸计算34
7.4.4第四工位处冲孔小凸、凹模刃口尺寸计算35
7.4.5第五工位处落料模具刃口尺寸设计计算36
第八章模具结构设计和主要零、部件设计38
8.1模具闭合高度的确定38
8.2模架的选用39
8.3凹模周界的确定40
8.4模座及导套的选取40
8.5模柄的选用41
8.6冲裁、翻边凸、凹模结构设计41
8.6.1模具材料选择与热处理41
8.6.2 CrWMn钢的性能41
8.6.3各凸模、凹模的固定形式的设计42
8.6.4凹模刃口形式的确定42
8.6.5凹模外形和尺寸的确定44
第九章绘制模具装配图、零件图及编写设计说明书45
总结46
参考文献47
总结48

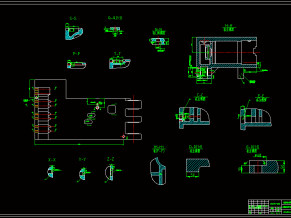
冲孔凹模

冲孔凸模

冲孔整形凸模

冲小孔凹模

冲小孔凸模

打杆

挡料销
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!








](http://img.jixie5.com/d/file/2017/02/09/4de6406aac5b37dc8a9295c65299c5d8.png@!l)



")
")
")
")
")
")
")
")
")
")