
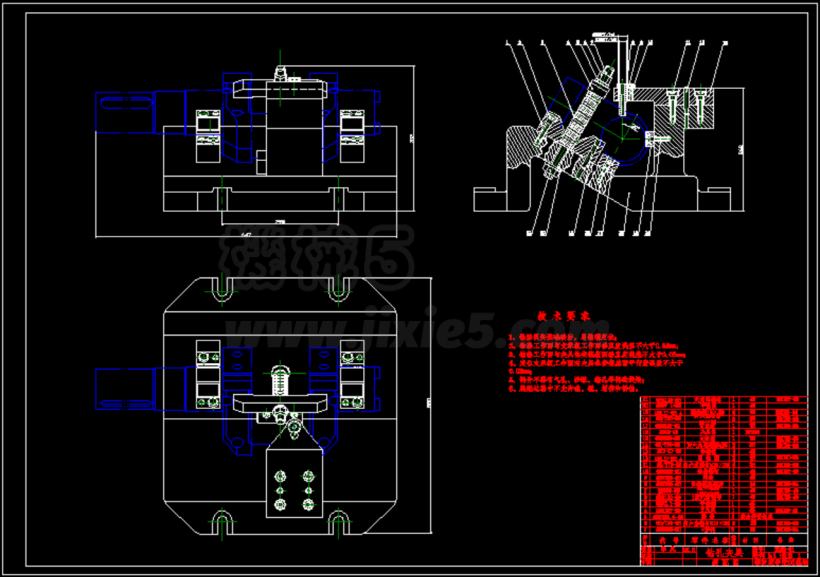
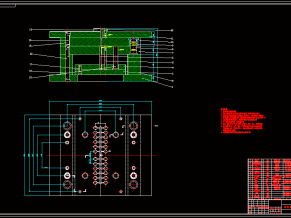
钻斜油孔8mm装配图
(全套带图)六冲程汽车发动机曲轴零件的工艺与夹具设计((含全套cad图纸)
摘要
本文主要介绍了R180柴油机曲轴工艺设计及其中两道工序的夹具设计。本文作者是在保证产品质量、提高生产率、降低成本、充分利用现有生产条件、保证工人具有良好而安全劳动条件的前提下进行设计的。在工艺设计中,作者结合实际进行理论设计,对曲轴传统生产工艺进行了改进,优化了工艺过程和工艺装备,使曲轴的生产加工更经济、合理。在夹具设计部分,作者在收集加工所用机床、刀具及辅助工具等有关资料后,对工件材料、结构特点、技术要求及工艺分析的基础上,按照夹具设计步骤设计出符合曲轴生产工艺及夹具制造要求的夹具。
目录
绪论-----------------------------------2
第1章零件分析--------------------------3
1.1零件的作用------------------------3
1.2零件的工艺分析--------------------3
第2章工艺规程设计----------------------4
2.1确定毛坯的制造形式及材料----------4
2.2基准的选择------------------------4
第3章制定工艺路线----------------------5
第4章机械加工余量工序尺寸及毛坯尺寸
的确定----------------------------6
4.1轴承孔加工余量确定----------------6
4.2缸套孔机械加工余量确定------------6
4.3侧面孔56加工余量确定-------------6
4.4曲轴箱侧面加工余量确定------------6
4.5轴承孔端面加工余量确定------------6
4.6顶平面及底平面加工余量确定--------7
第5章确定切削用量及基本工时------------9
5.1工序I:粗精铣底面------------------9
5.2工序II:粗铣顶平面----------------11
5.3工序III:磨平面-------------------12
5.4工序IV:钻铰底面孔-----------------13
5.5工序V:铣侧面粗铣轴承孔端---------14
5.6工序VI:粗扩缸套孔55±0.1---------15
5.7工序VII:粗扩轴承孔51+0.1-------16
5.8工序VIII:扩侧面孔56------------17
5.9工序IX:精铣轴承孔端面保证尺寸40±0.05-----------------------------17
5.10工序X:钻斜油孔锪平面倒角攻丝---17
5.11工序XI:在侧面钻孔倒角攻丝------18
5.12工序XII:半精镗精镗轴承孔精镗缸套座孔------------------------------19
5.13工序XIII:在顶面钻孔倒角攻丝----20
5.14工序XIV:在轴承孔端面钻孔攻丝-----20
第6章工艺过程卡------------------------21
体会与感受------------------------------22
参考资料-------------------------------23
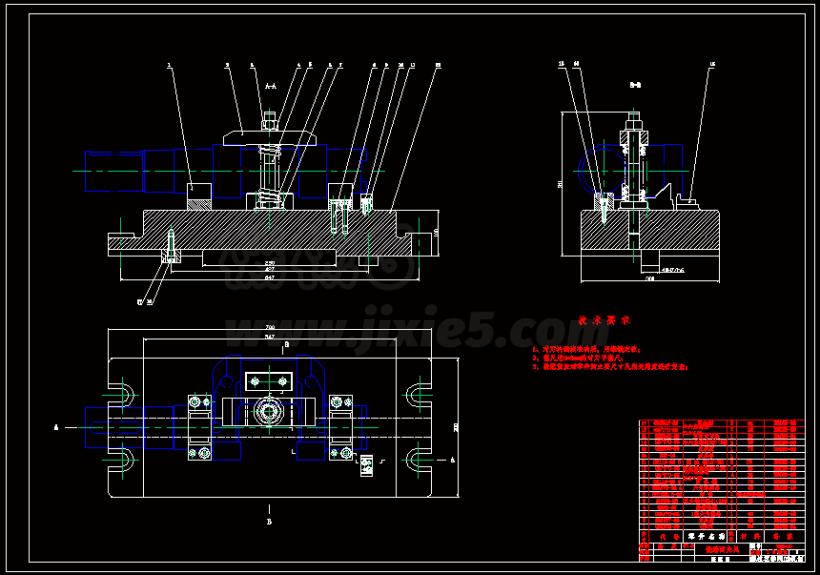
铣端面

铣面夹具图

钻油孔8mm

钻油孔8夹具体
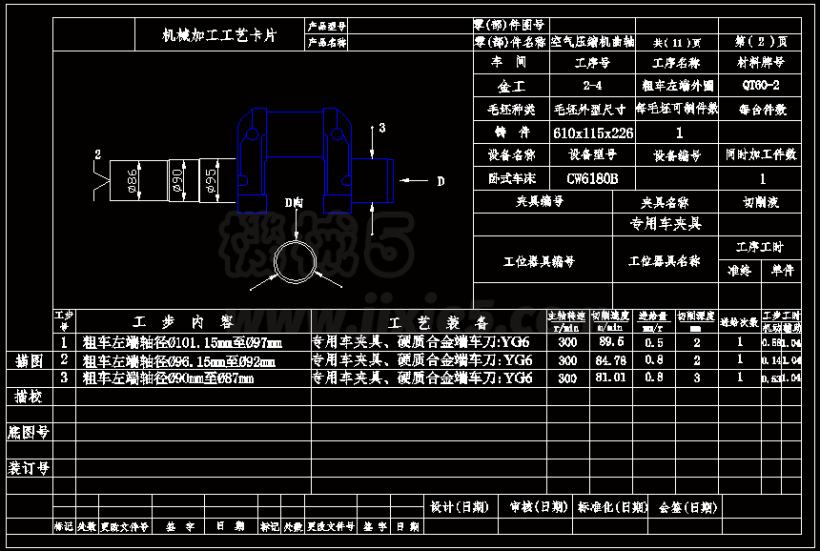
机械加工工序卡片2
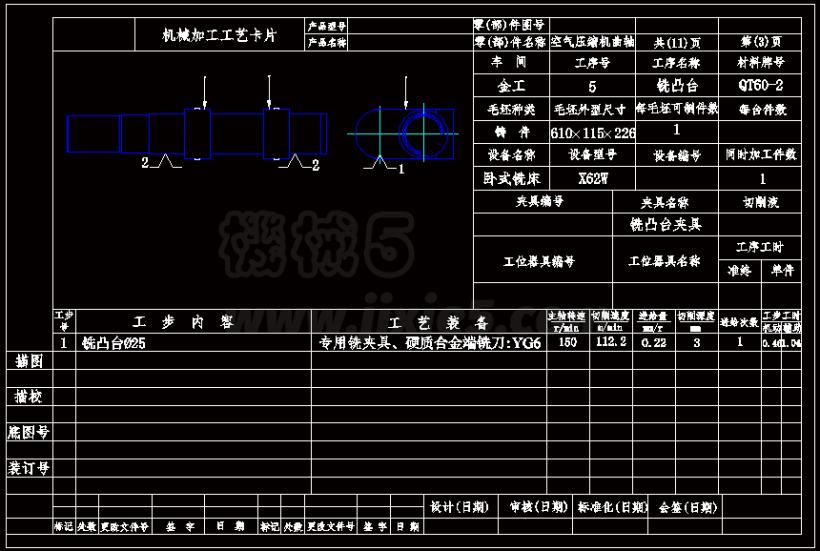
机械加工工序卡片3

机械加工工序卡片4













XK6130数控铣床总体及横向进给传动机构设计(含CAD图纸)")

")
点位示教部分控制软件设计齐全(含CAD图纸)")
")
")
")
齐全(含CAD图纸)")
")
减速器减速器锥柱二级传动机械毕优秀设计齐全")