

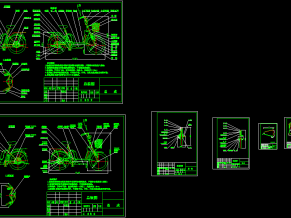
ЛЛЕВжсЛњаЕМгЙЄЙЄвеМАЯГR5.5mmЯњВлзЈгУМаОпЩшМЦЃЈUGЃЉ[12КХ]
(ШЋЬзДјЭМ)ЛЛЕВжсЛњаЕМгЙЄЙЄвеМАЯГR5.5MMЯњВлзЈгУМаОпЩшМЦ(КЌШЋЬзCADЭМжН)
еЊвЊ
БОЩшМЦЪЧЛљгкЛЛЕЕжсСуМўЕФМгЙЄЙЄвеЙцГЬМАвЛаЉЙЄађЕФзЈгУМаОпЩшМЦЁЃЛЛЕЕжсСуМўЕФжївЊМгЙЄБэУцЪЧЦНУцМАВлЯЕЁЃвЛАуРДЫЕЃЌБЃжЄЦНУцЕФМгЙЄОЋЖШвЊБШБЃжЄПзЯЕЕФМгЙЄОЋЖШШнвзЁЃвђДЫЃЌБОЩшМЦзёбЯШУцКѓВлЕФддђЁЃВЂНЋПзгыЦНУцЕФМгЙЄУїШЗЛЎЗжГЩДжМгЙЄКЭОЋМгЙЄНзЖЮвдБЃжЄВлЯЕМгЙЄОЋЖШЁЃЛљзМбЁдёвдЛЛЕЕжсЕФЪфШыжсКЭЪфГіжсЕФжЇГаПззїЮЊДжЛљзМЃЌвдНсКЯУцгыСНИіЙЄвеПззїЮЊОЋЛљзМЁЃжївЊМгЙЄЙЄађАВХХЪЧЯШвджЇГаПзЯЕЖЈЮЛМгЙЄГіЖЅЦНУцЃЌдйвдЖЅЦНУцгыжЇГаПзЯЕЖЈЮЛМгЙЄГіЙЄвеПзЁЃдкКѓајЙЄађжаГ§ИіБ№ЙЄађЭтОљгУЖЅЦНУцКЭЙЄвеПзЖЈЮЛМгЙЄЦфЫћПзЯЕгыЦНУцЁЃМаОпбЁгУзЈгУМаОпЃЌМаНєЗНЪНЖрбЁгУЦјЖЏМаНєЃЌМаНєПЩППЃЌЛњЙЙПЩвдВЛБиздЫјЁЃвђДЫЩњВњаЇТЪНЯИпЁЃЪЪгУгкДѓХњСПЁЂСїЫЎЯпЩЯМгЙЄЁЃФмЙЛТњзуЩшМЦвЊЧѓЁЃ
ФПТМ
еЊвЊII
ABSTRACT III
ЕквЛеТМгЙЄЙЄвеЙцГЬЩшМЦ1
1.1СуМўЕФЗжЮі1
1.1.1СуМўЕФзїгУ1
1.1.2СуМўЕФЙЄвеЗжЮі1
1.2ЛЛЕЕжсМгЙЄЕФжївЊЮЪЬтКЭЙЄвеЙ§ГЬЩшМЦЫљгІВЩШЁЕФЯргІДыЪЉ2
1.2.1ПзКЭЦНУцЕФМгЙЄЫГађ2
1.2.2МгЙЄЗНАИбЁдё2
1.3ЛЛЕЕжсМгЙЄЖЈЮЛЛљзМЕФбЁдё3
1.3.1ДжЛљзМЕФбЁдё3
1.3.2ОЋЛљзМЕФбЁдё3
1.4ЛЛЕЕжсМгЙЄжївЊЙЄађАВХХ3
1.5ЛњаЕМгЙЄгрСПЁЂЙЄађГпДчМАУЋХїГпДчЕФШЗЖЈ5
1.6ШЗЖЈЧаЯїгУСПМАЛљБОЙЄЪБЃЈЛњЖЏЪБМфЃЉ 6
1.7ЪБМфЖЈЖюМЦЫуМАЩњВњАВХХ17
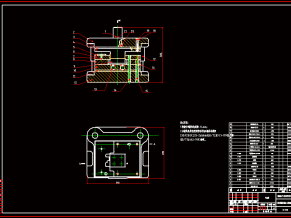
Ек2еТЯГR5.5ВлМаОпЩшМЦ19
2.1ЩшМЦвЊЧѓ19
2.2МаОпЩшМЦ19
2.2.1ЖЈЮЛЛљзМЕФбЁдё19
2.2.2ЧаЯїСІМАМаНєСІЕФМЦЫу19
2.3ЖЈЮЛЮѓВюЕФЗжЮі22
2.4МаОпЩшМЦМАВйзїЕФМђвЊЫЕУї23
НсТл24
ВЮПМЮФЯз26
жТаЛ28

СуВПМў

ЛЛЕВжсЛњаЕМгЙЄЙЄвеЙ§ГЬзлКЯПЈЦЌ
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ












ЕЅЦЌЛњПижЦШ§здгЩЖШдВжљзјБъЛњаЕЪжЩшМЦ(КЌCADЭМжН)")
ГЕДВC6140AжЇМмЛњаЕМгЙЄЙЄвеМАвЛЕРЙЄађМаОпЩшМЦФЃАх(КЌCADЭМжН)")
ХЫааРђ-ХчНЌЛњаЕЪжЕФбаОПгыЩшМЦ(КЌcadЭМжН)")
ФІЭаГЕзЈгУЩ§НЕЦНЬЈЩшМЦ(КЌcadЭМжН)")
](http://img.jixie5.com/d/file/2017/02/09/fd3e5709ab76731166b4f5b7879ad6bf.png@!l "(ДјЭМ)СЌИЫИЧзъПззЈгУЩшБИЕФЩшМЦ[ЫЋжс](КЌCADЭМжН)")
ВІВцЛњаЕМгЙЄЙЄвеЙцГЬМАзъІЕ19ПзЕФМаОпЩшМЦ(КЌCADЭМжН)")
БУЬхСуМўЛњаЕМгЙЄЙЄвеЁЂУЋХїКЭзъ12ИіТнЮЦЕзПзЩшМЦ(КЌCADЭМжН)")
XXжЇзљ_СуМўЕФМгЙЄЙЄвеЙцГЬБржЦМАзЈгУМаОпЩшМЦЫЕУїЪщ(КЌCADЭМжН)")
MJ-50аЭЪ§ПиГЕДВЛњаЕНсЙЙЩшМЦ(КЌCADЭМжН)")
")