

示意图1
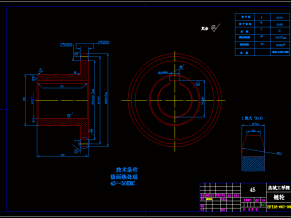
压铸作业设计(含全套cad图纸)
压射机构采用四级压射系统。第一级慢压射时,由换向阀控制油泵供油至压射缸后腔,压射活塞慢速度移动。当压射冲头越过压射室浇铸口后,一块压射行程开关发讯号,打开快压射阀,进行一级快压射,并由时间控制进行二级快压射。一级快压射是为了便于压型腔排气和缩短由慢压射到二级快压射的过渡过程,二级快压射是为了实现高速度充型,以便达到铸件轮廓清晰,充型结束后,压射活塞停止,压射缸后腔(进油腔)压力上升,达到一定值时,打开增压蓄能器进行增压动作。该动作有利于提高铸件内部质量。

示意图2
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!














")
")
")
")
")
模具压铸作业设计")
综合作业的任务及要求(含CAD图纸)")
CA6140车床数控化改造纵向伺服进给单元设计_综合作业(含CAD图纸)")

