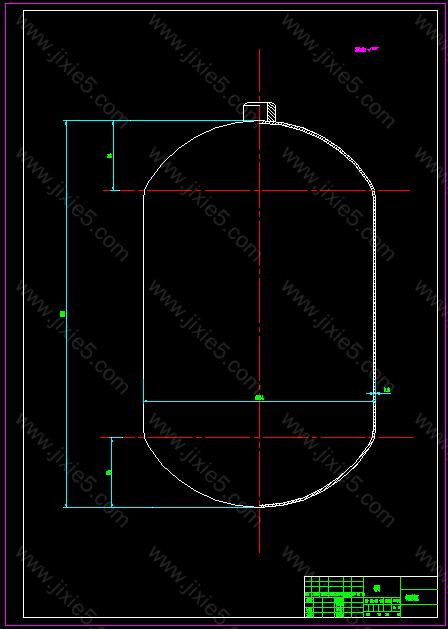
装配图
焊缝位置的确定
产品概况:
产品基本介绍
结构名称:液化石油汽瓶体;
组成:瓶体,甁嘴;
材料:16MnR(R表示压力容器用刚);
壁厚:3mm;
生产类型:大量生产;
工作压力为2.5Mpa,是由上下封头经冲压成形并焊接而成。
可知,该容器为中压容器,应采用薄壁构件接头形式。
工艺参数
焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。
焊丝牌号:H08A或H08MnA
焊剂:HJ43
焊丝直径:2.mm
焊丝超前量:26~28mm
焊接电流:260~280A
电弧电压:26~27
焊接速度:36m/h
摘要
焊接是将两个分离的金属工件,通过局部加热、加压或两者并用等手段,使其达到原子间扩散与结合而连接成为一个不可拆卸整体的加工方法。焊接在制造业中具有十分重要的作用,广泛的运用于船体,炉壳,建筑构架,起重机械,锅炉,压力容器,运输车辆,家用电器等场合,焊接已普遍地取代了铆接。焊接和铸、锻工艺结合起来,解决了大型设备制造的困难。焊接还可用于铸、锻件缺陷的修补和机器零件磨损的修复。本设计通过液化气瓶焊接的工艺设计,熟悉焊接方法的选择,焊接材料选择,焊接工艺要求等
关键词:焊接,热加工,铸造,锻造
目录
摘要………………………………………………………… 3
1.绪论………………………………………………………… 4
2.设计步骤:
2.1焊缝位置的确定……………………… ……………… 6
2.2焊接接头的设计……………………………………… 10
2.3焊接方法及材料选择………………… ……………… 11
2.4焊接工艺措施及要求………………… …………… 12
2.5焊接工艺及流程……………………… …………… 12
2.6工艺卡………………………………… ……………… 13
3.总结………………………………………………………… 15
4.参考文献………………………………………………… 15
2018-08-01_091911