

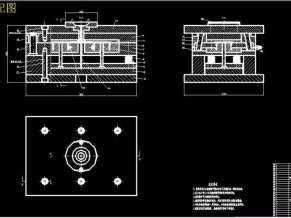
A1-铣槽16mm装配图
目录
1、绪论1
2、拨叉的加工工艺规程设计2
2.1零件的分析2
2.1.1零件的作用2
2.1.2零件的工艺分析2
2.2确定生产类型2
2.3确定毛坯2
2.3.1确定毛坯种类2
2.3.2确定铸件加工余量及形状2
2.3.3绘制铸件零件图3
3
图2.1零件毛坯图3
2.4工艺规程设计3
2.4.1选择定位基准3
2.4.2制定工艺路线4
2.4.3选择加工设备和工艺设备5
2.4.4机械加工余量、工序尺寸及公差的确定6
2.5确定切削用量及基本工时7
2.5.1工序1:粗铣Φ25H7的两侧面7
2.5.2工序2:粗铣平下端孔侧面的工艺凸台8
2.5.3工序3:钻Φ25H7的通孔9
2.5.4工序4:扩Φ25H7的通孔10
2.5.5工序5:铰Φ25H7的通孔10
2.5.6工序6:粗铣a、b面11
2.5.7工序7:粗铣Φ60H12孔的两面12
2.5.8工序8:精铣Φ60H12孔的两面13
2.5.9工序9:粗镗下端Φ60H12的孔14
2.5.10工序10:半精镗下端孔到Φ60H12 14
2.5.11工序11:粗铣16H11的槽15
2.5.12工序12:半精铣16H11的槽15
2.5.13工序13:钻Φ20.50的孔16
2.5.14工序14:攻M22×1.5的螺纹17
2.5.15工序15:铣开Φ60H12的孔18
3、专用夹具设计19
3.1镗孔夹具设计19
3.1.1问题的提出19
3.1.2夹具的设计19
3.2铣槽夹具设计19
3.2.1问题的提出19
3.2.2夹具的设计19
3.3钻孔夹具设计23
3.3.1问题的提出23
3.3.2夹具的设计23
结论30
参考文献32

A2-拨叉零件图

A1-铣槽夹具体

A2-拨叉毛坯图

A3-拨叉零件图

目录二

目录一

资料总预览

字数统计
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















设计CAD图+P/roe三维模型")




")
")