ЗЇЬхЁЊЁЊA2
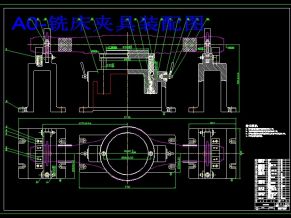
ЗЇЬхМгЙЄЙЄвеЙцГЬМАЦфзъЙЅ2M8ТнЮЦЕФМаОпЩшМЦ,АќРЈЗЇЬхЙЄвеЗжЮіМАзъЙЅ2M8ТнЮЦЕФзъДВМаОпЃЌЯжЖдетВПЗжЗжЪіШчЯТЃК
1.ЗЇЬхВФСЯHT250ЃЌДѓХњСПЩњВњЃЌгЩЁЖЛњаЕжЦдьЙЄвеЩшМЦМђУїЪжВсЁЗЃЈвдКѓМђГЦЁЖЙЄвеМђУїЪжВсЁЗЃЉБэ1.3-1жЊЃЌУЋХїжЦдьЗНЗЈЮЊН№ЪєаЭННзЂЃЌОЋЖШЕШМЖCT7ЁЋ9ЃЌМгЙЄгрСПЕШМЖFЁЃБэ1.4-6ЁЂ1.4-7ЁЂ1.4-8КЭ2.2-4жЊЃЌИїМгЙЄБэУцЕФМгЙЄгрСПЃЌМгЙЄЗНЗЈМАЛњДВаЭКХЃЌМЦЫуИїЙЄађЙЄЪБЃЈОпЬхЪ§ОндкКѓУцЛсЯъЯИНщЩмЃЉЁЃ
2.ЗЇЬхзъЙЅ2M8ТнЮЦЕФзъДВМаОпЩшМЦЃЌгЩЙЄвеТЗЯпМАЁЖМђУїЛњДВМаОпЩшМЦЪжВсЁЗжаСљЕуЖЈЮЛдРэЃЌбЁдёЗЇЬхКѓЖЫЇЖ48ЖЫУцЃЈМДЛљзМBЃЉЁЂЇЖ32H8ПзМАЕзУцЃЈМДЛљзМAЃЉЖЈЮЛЃЌЖдгІЕФЖЈЮЛдЊМўЮЊаФжсКЭПЩЕїжЇГаЖЄЃЛгЩгкгУаФжсЖЈЮЛЃЌЙЪВЩгУгЩаФжсзщГЩЕФТна§МаНєЛњЙЙМаНєЙЄМўЃЛв§ЕМзАжУдђЪЧгЩзъФЃАхЁЂПьЛЛзъЬзКЭГФЬзЕШзщГЩЃЌРДв§ЕМТщЛЈзъЖджаЁЃ

зАХфЭМЁЊЁЊA1

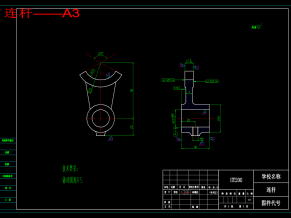
ЗЇЬхУЋХїЭМЁЊЁЊA3

ЛњаЕМгЙЄЙЄађПЈЦЌ

ЛњаЕМгЙЄЙЄвеЙ§ГЬПЈЦЌ

МаОпЬхЁЊЁЊA1

ФПТМ

ШЋВПЮФМў

аФжсЁЊЁЊA3

зъФЃАхЁЊЁЊA3
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ