

三维塑件图内侧
由于注射制品在冷却过程中产生收缩,因此它在脱模前会紧紧的包住模具型芯或型腔中突出的部分。为了便于脱模,防止因脱模力过大拉伤制品表面,与脱模方向平行的制品内外表面应具有一定的脱模斜度。脱模斜度的大小与制品形状、壁厚及收缩率有关。斜度过小,不仅会使制品尺寸困难,而且易使制品表面损伤或破裂,斜度过大时,虽然脱模方便,但会影响制品尺寸精度,并浪费原材料。通常塑件的脱模斜度约取0.5~1.5,根据文献[1],塑件材料ABS的型腔脱模斜度为0.35~130/,型芯脱模斜度为30/~1

三维塑件图外侧

塑件图-把手成型工艺及塑料模具设计

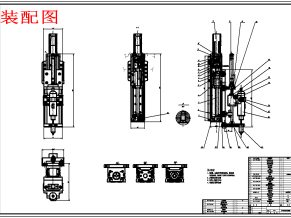
装配图

三维内部结构

三维图

底板

底针板

垫铁

定模板

定位环

动模板

浇口套

面针板

目录

全部图纸

上固定板

型腔

全部文件

型芯
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!

























SolidWorks三维模型")