0三维图(1)
Contents
Chapter 1 Process analysis of parts 4
1.1 Part action and structure 4
1.1.1 The role of the part 4
1.1.2 Part structure characteristics 4
1.2 Key surface technical requirements for parts 4
Chapter 2 Process design 6
2.1 Blank selection and blank size determination 6
2.2 Drafting of the route 7
2.2.1 Rough and precise benchmark selection 7
2.2.2 Surface processing method 7
2.3 Preparation of processing plan 7
Chapter 3 Process design 9
(1) rough milling 9
(2) Semi-finishing 10
(1) rough milling 12
Chapter 4 Drill six small hole fixture design 13
(1) Cutting force calculation 14
(2) Calculation of clamping force 15
Conclusion 18
References 19
Thanks 21
Preface
In recent years, with the rapid development of the machinery manufacturing industry, the manufacturing technology in processing is also constantly developing, the application of various machine tools is becoming wider and wider, and various parts are becoming more and more demanding. This design is for the process analysis of the bearing housing parts. It is an effective measure to ensure the processing quality of the parts by formulating reasonable processing procedures for the parts.
According to this issue, the basic design contents listed include:
1. According to the “bearing seat” part drawing, carry out process analysis and complete the blank drawing;
2. Develop a mechanical process flow synthesis card based on the mechanical process of the part;
3. Draw a fixture assembly drawing of the special process;
4. Write a design specification.
Key words: bearing housing; fixture design; process design
Chapter 1 Process analysis of parts
1.1 Part action and structure
1.1.1 The role of the part
The part is a bearing seat, and the bearing seat is generally mounted on a certain machine tool. The corresponding connecting hole of the bearing seat is connected with the corresponding connecting screw or the connecting rotating shaft, and the center hole and the corresponding shaft bearing cooperate with each other. As the shaft rotates, it is necessary to ensure that the center hole has a certain concentric effect with the shaft.
1.1.2 Part structure characteristics
The parts are still relatively standardized in terms of shape. The main part structure includes the basic features of the main hole as the main processing, and then assists the machining features to be performed on the two side planes.
1.2 Key surface technical requirements for parts
Some of the surfaces to be machined in this housing part mainly include wide grooves on the upper end surface and the upper end surface, wide grooves on the lower right side end surface and the lower right side end surface, upper lower edge surface and lower right left edge surface. , front and rear end faces of φ250, etc., the surface roughness of the front and rear end faces of φ250 is Ra6.3, and the width of 50h11 of the two parts is also Ra6.3, except for the other specified surface roughness requirements. For Ra12.5, no surface roughness is indicated.
The characteristics of the hole include a large circular hole φ180H7 on the center reference, the surface roughness of the hole is required to be Ra1.6, the surface roughness of the upper and lower right 2-φ25 holes is required to be Ra12.5, and the 6-φ13 through hole on the large end face The requirement is also Ra12.5.
The geometrical tolerance requires 0.12mm between the upper middle end and the lower right end. The center large round hole φ180 requires a roundness of 0.008mm, the large end surface φ250 is the reference B, and the center large round hole φ180 is the reference C. The two wide slots are relative to The B-reference has a positionality of 0.4 mm, and the front and rear large end faces have a verticality of 0.1 mm with respect to the C-reference center.
Chapter 2 Process design
2.1 Blank selection and blank size determination
The correct selection of the blank has a very important influence on the subsequent processing. For the material and manufacturing method of the blank, the manufacturing precision of the blank also has a significant impact on the subsequent processing quality of the workpiece.
Therefore, it is very important to determine the manufacturing form of the blank. The bearing housing is considered to be mass production. The blank is determined to be HT200 according to the shape of the part. The material of this time is gray cast iron. The casting is required to carry out the blank.

0三维图(2)

三维文件图

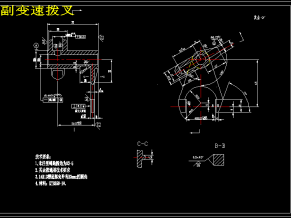
轴承座零件图

轴承座钻孔夹具体

轴承座钻孔夹具装配图