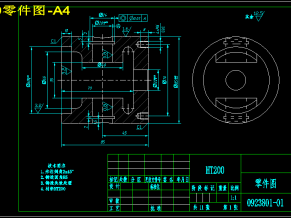
工件图
本文是对拉伸件进行工艺分析及模具设计。该工件是一个圆筒形拉伸件,另外该工件中间带有通孔,需进行冲孔,形状简单经过计算和分析确定各工序均可一次拉伸成形。通过对各部分进行计算分析后才能最终确定加工工序。工件整个成形过程所涉及的工序有:落料、拉伸、反拉伸、冲孔等四步。经计算分析确定最终工艺方案为:落料与拉伸复合,反拉伸、冲孔。在确定工艺方案的基础上对主要模具进行设计,分析工件成型过程,设计模具的结构病画出模具装配图及零件图。在本次设计中主要对落料拉伸复合模和反拉伸模进行设计。
关键词:拉伸;落料拉伸复合模;模具
Conveyor belt wheel process design and mold design
Abstract
Pulley belt drive mechanism is one of the important parts. This part is a typical cylindrical member with a concave top. It is a remarkably versatile, in great demand of mechanical transmission parts. By process analysis identifies the main needs blanking, drawing, punching three main process.
The process according to the analysis were designed stretched composite blanking die and punching die, through access to information and calculation devised both sets of molds. Tensile strength is required for the check, pressure check.
The present paper has analyzed the heteromorphous filling piece ramming forming craft characteristic, introduced mold's unique feature, the work process
My graduation project entitled conveyor pulley stamping and die design. Firstly part analysis, process analysis. Then mold the overall design, including a stretched composite blanking die and a punching mold design, process diagram drawn part to be machined on the specification of the last two sets of molds draw assembly drawing and part drawing.
目录
摘要I
Conveyor belt wheel process design and mold design II
Abstract II
一绪论5
1.1冲压技术的先进性5
1.2冲压的基本工序及模具6
1.3我国冲压模具市场情况7
1.4我国模具技术的发展趋势8
1.5冲压模具的现状12
二冲压件工艺分析14
1.冲压件精度分析及确定14
2.冲压件结构分析14
三工艺方案14
1.计算毛坯尺寸14
2.落料工序17
3.正拉深17
4.反拉深17
5.冲孔工序18
6.修边工序18
四确定排样裁板方案以及材料利用率计算19
1.排样方式的确定19
2.搭边值确定19
3.材料利用率20
五冲压力计算21
1.落料21
2.正拉深21
3.反拉深21
4.冲孔21
六工作零件刃口尺寸的计算22
1.落料22
2.2正拉深23
3.反拉深23
4.冲孔23
七冲压设备的选择24
1.压力机吨位计算24
2.滑块行程25
3.装模高度25
4.压力机功率的核算25
1.工作零件27
2.其他板类零件29
3.压料装置30
4.定位装置30
5.卸料装置30
6.模架及其零件31
7.绘制落料拉深复合模装配图31
8.压力机闭合高度的校核32
十.反拉深模具设计33
1.反拉深模工作部分尺寸计算33
2.反拉深模零部件设计33
⑴工作零件33
⑵其他板类零件34
⑶压料装置34
⑷推件装置34
⑸固定零件34
3.反拉深模的总体结构设计34
4.绘制模具装配图和零件图35
5.压力机闭合高度的校核35
十一工艺卡片的编制37
致谢38
参考文献1
一绪论
带轮是带传动机构中重要的零件之一。它是一种用途十分广泛、年需求量很大的机械传动零件。
随着机械工业特别是汽车制造业的发展,节约原材料,降低能耗,提高整机的质量是普遍关注的大问题。因此,对作为机械传动零件的带轮如何优化设计,改革加工方法,对促进机械工业的发展具有特别重要的意义。对于发达的现代工业来说,笨重的铸铁带轮已较难适应现代工业化发展的需求。为此人们一直寻求一种新的替代品,进而突破传统工艺。
采用钢板冲压制作的皮带轮在这种时代背景下应运而生,采用钢板制作的皮带轮是一种轻型结构的带轮(通称钣制带轮)。冲压皮带轮作为皮带轮的一种新型的结构型式,以其精度高、重量轻、节能、节材、动平衡好、生产效率高,无环境污染等特点,己被汽车工业广泛应用,铸铁等型式的传统皮带轮将会逐渐减少使用,产生了良好的社会效益和经济效益。
同其他制造皮带轮的工艺方法相比,冲压皮带轮的有着巨大的优势:
(1)在具有足够刚度的条件下,冲压皮带轮重量轻,比铸铁带轮轻3/4以上。
(2)材料密度和壁厚均匀。因其是整体结构,成形工艺合理,尺寸精度高(即槽面径向跳动量一般在0.1~0. 2 ),动平衡性好,惯量小。

反拉深模-凹模

反拉深模-凹模固定板

反拉深模-模柄

反拉深模-凸模

反拉深模-凸模固定板

反拉深模-装配图

落料拉深复合模-凹模

落料拉深复合模-垫板

落料拉深复合模-模柄

落料拉深复合模-上固定板

落料拉深复合模-上模座

落料拉深复合模-凸凹模

落料拉深复合模-凸模

落料拉深复合模-下固定板

落料拉深复合模-下模座

落料拉深复合模-压边圈

落料拉深复合模-装配图