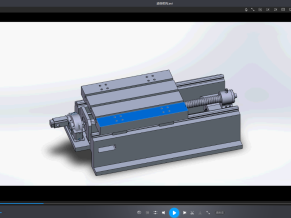
夹具装配模型
针对第二轴承端盖夹具的实际情况,本夹具主要是针对于其侧面的键槽的面进行精加工表面粗糙度的精度要求。本次钻加工是在零件进行热加工处理之后进行的,其表面的粗糙度要求是Ra=3.2,并不是非常高,因此采用工件的底侧面和另一侧面作为钻加工面为定位基准,底面作为固定基准。在装夹定位是,将工件以底面为固定基准,侧面通过圆柱销定位。对刀块做成L型固定式,加工工件,旋转工作台分度定位,达到限制自由度的效果。
二维装配图
零件图
工艺卡片
说明书预览
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
分享至: