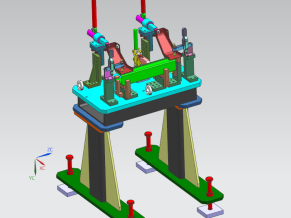
预览图1
RP大功率塑封电机组装加工线自动化线体复杂的设备-原创图纸(带内整套工程图)线体全长的一侧设置电机电源线的拖拉槽,该槽使用SUS304不锈钢制造,要求全程光滑、线体拖着电源线在槽内移动不得对电源线造成任何形式的机械损伤,该线槽的设置应能够使双工位定子自动压入机过来的定子电源线自动进入其中,不造成电源线损伤。线体电源线、气管不混合放置,并用专用线槽封装。便于维修、维护,灯、风扇、插座主电源零火线都要
软件版本:SolidWorks
文件格式:step(stp)/Sldprt/Sldasm
RP大功率塑封电机组装加工线自动化线体复杂的设备-原创图纸(带内整套工程图)线体全长的一侧设置电机电源线的拖拉槽,该槽使用SUS304不锈钢制造,要求全程光滑、线体拖着电源线在槽内移动不得对电源线造成任何形式的机械损伤,该线槽的设置应能够使双工位定子自动压入机过来的定子电源线自动进入其中,不造成电源线损伤。线体电源线、气管不混合放置,并用专用线槽封装。便于维修、维护,灯、风扇、插座主电源零火线都要用2P漏电开关分开控制,每10盏灯在灯架上有一个小开关控制,3相插座单独走线,同时线体下面每隔1.5M有2个市电插座。气管主接口处有一个气源三联体和一个1寸电磁阀作控制(控制线可和灯总开关共用)。
该RP大功率塑封电机组装加工流水线自动化线体适用于大功率塑封电机的人工、自动混合组装,1、功能:适用于95和110大功率塑封电机系列电机(电机轴为单边轴伸,轴最大长度为出轴侧端盖到轴头的距离150mm,详见电机外形图)的人工与自动专机混合组装;电机垂直于水平面轴头向上安装在工装板上。 2、工作原理及动作顺序: A、专用工装板从升降台进入工装板栈存区。 B、当放置BMC定子的工装板为空时,工装板从栈存区进入该工位。(阻挡器阻挡工装板,工装板停止,下同)机械手将BMC定子(共2套)分别放入专用工装板的相应位置,踩下脚踏开关,工装板下行,进入下一栈存区。 C、当放置转子、PG板和BB盖工位为空时,工装板自动进入该工位,然后脚踩脚踏开关,工装板自动运行到下一工位暂存区。 D、当放置压BB盖工位为空时,工装板自动进入该工位自动压BB盖检测窜动量等,压好后然后脚踩脚踏开关,工装板自动运行到下一工位暂存。 E、当性能检测工位为空时,工装板自动运行到此工位,人工检测性能,性能检测完成后,然后脚踩脚踏开关,工装板自动运行到工装板升降台栈存区。 F、执行下一循环。 3、线体总长度为5.5米(含两端的升降台),总宽度为300mm(不包括两端升降台的突出部分),上层包含工装板高度为800 mm,两层之间高度为400mm。线体的支撑脚架高度可调,调节范围±30mm。 4、线体采用双层回板式结构,上层为电机传输用,下层为工装板快速回板用。 a、线体用滚子链传动;用独立的动力驱动。 b、线体下层整体采用滚子链传动。 c、线体框架采用高强度铝合金型材制造,总体承重能力300kg/1000mm,线体在总长度内,侧弯不得超过5mm,上下翘曲不得超过5mm。 d、线体能够接受各工序专机发送的控制信号并产生相应的工序动作。 5、上、下层链条应该使用独立的动力系统且下层回板速度比上层速度高20%,上、下层的链速无级可调,调节范围0-15m/m12、工装板的设计应该充分考虑冲击和撞击的影响,工装板在运行、停止状态时,均不应该存在金属面的接触。线体的任何区域内,在有人工操放零件的工位,有可能掉入链条内的工段,上下链条上方均应加保护罩。

预览图2

预览图3

预览图4

预览图5
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!