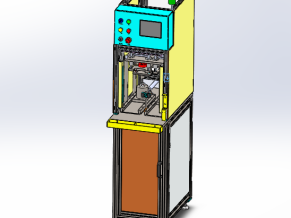
3 参考视图
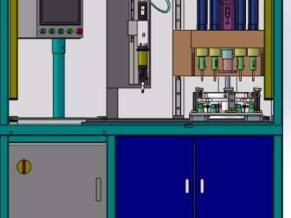
把各部件依次放入定位工装,按启动。定位机构对其定位保证其同心度,油缸带铆压机构向下对下端盖定位并压紧部件后再进行铆压到位。工作完成,各机构回位,取出成品。
1主视图
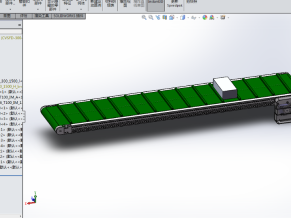
4 局部视图
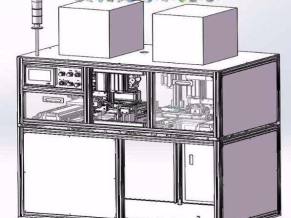
5 辅助视图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
分享至:



















SolidWorks设计")







