

南川先锋滚筒式冷渣机
技术要求1、冷渣机制造、检验按<<钢制焊接常压容器>>JB/T4735-1997进行。2、冷渣机焊接采用连续手工焊,未注焊高取最薄板的0.7倍,碳钢间焊条选用J422,低合钢焊条选用J507,未注焊接接头及坡口形式与尺寸应符合GB/T985-1988和GB/T986-1988。3、冷渣机旋转滚筒所有接头按JB4730-2005进行油密渗漏试验,I级合格。4、冷渣机要旋转滚筒进行水压试验,试验压力0.8MPa,试验过程按JB/T4735-1977进行。5、冷渣机装配应按要求对转动部分涂润滑脂或润滑油,装配完毕空载转动冷渣机应运行应灵活,无卡阻现象,轴向和径向窜动≤2mm。6、冷渣机除锈等级应符合GB/T8923的St2级,除冷渣机转动接触面外,其余外表面应涂铁红防锈底漆一度,纯酸耐热铝粉面漆一度。

技术特性表


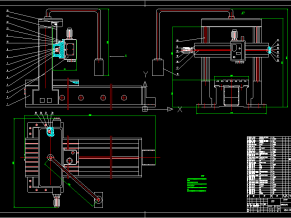













全套9张CAD图+说明书")








