设计图
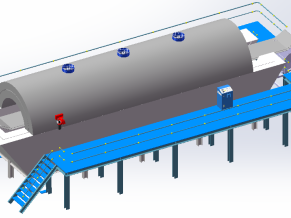
解吸塔总装配图
注:
1.设备上的法兰按螺栓孔跨中均布。
2.塔体弯曲度应小于1/1000塔高,总弯曲度小于20mm,塔体安装垂直偏差不超过塔高的1/1000且不大于15mm
3. A、B类焊接接头要全焊透,成形时应有余高,成形后内外表面应打磨光滑且与母材齐平,不得有余高。打磨粗糙度要求为Ra6.3。
未注角焊缝的焊脚高度取两相焊件中较薄件的厚度,且为连续焊。所有角焊缝应圆滑过渡。
4.设备内外部必须进行外观检查(内部在组焊过程中进行),任何导致应力集中的缺陷必须清除,包括:刻痕、焊痕、咬边、焊缝超高等。
5.设备组装完成后,按GB150第4章检查壳体圆度。
6.热处理前的无损检测:
1) A,B类焊接接头(含接管焊接接头)根据NB/T47013.1~6-2015进行100%%% AB级射线检测, II级合格;并进行100%%%UT复验,
I级合格。 A,B类焊接接头内外表面(接管外表面)还应进行100%%% MT检测, I级合格。
2)封头与裙座的焊缝两边各50mm范围内进行100%%%UT检测, II级合格;封头与裙座焊缝本身应应进行100%%%MT检测,
I级合格;吊耳和垫板与壳体的焊缝应进行100%%% MT检测, I级合格。
3)禁止在容器的非焊接部位引弧,尽量避免临时焊点,如有临时焊点,需在打磨平滑后进行MT检测, I级合格。
7.裙座螺栓中心圆直径偏差+3mm,任意两孔间距离偏差+3mm。
8.塔盘零部件、塔盘支持件的制造、安装、试验和验收按《浮阀塔盘技术条件》中的相关要求执行。
9.产品焊接试板按标准要求制作。
10.所有的检验和压力试验完成后,应对设备进行设备除锈。除锈后的钢材表面至少达到GB/T8923.1-2011《涂覆涂料前钢材表面处理、
表面清洁度的目视评定》第1部分:未涂覆过的钢材表面和全面清除原有涂层后的钢材表面的锈蚀等级和处理等级。防护涂层道数、干膜厚度
等涂刷质量按JB/T4711-2003《压力容器涂敷与运输包装》要求执行。
11.本设备应定期进行检测。要特别加强对承压螺柱和垫片的检验,如有螺柱失效,应全部更换。
12."接管外伸长度"指到法兰密封面的距离。

节点图

立面结构图

设计参数