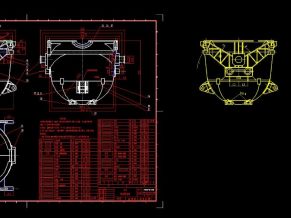
总图
1.调整各导向组件的位置,使板料输送平稳,定位准确可靠;[B]
2.所有非加工面均涂防锈底漆后涂面漆,面漆颜色现场定;
3.所有轧辊均按轧辊配置图安装;[B]
4.调整各端盖和定位套的轴向尺寸,避免辊轮轴和轴上零件轴向窜动,
使各传动部位传动灵活、平稳可靠、噪音低;[B]
5.各轴承和齿轮处均采用油润滑;[B]
6.安装43#件变位齿轮时要求其上序号与总图上序号一至。[B]
7.安装61#、137#件时参照输送方向,选择正确的螺纹旋向,保证辊轧轮转动时螺母锁紧;[B]
8.图示为辊轧产品最小宽度时各零、部件所处位置;
9.装密封垫时加密封胶;[B]
10.齿轮箱内加机油润滑,检查齿轮箱的密封情况,杜绝渗漏现象。[B]

备件表

变位齿轮

产品图

车轮组件

衬套

齿轮箱VIII

导向板

导向组件II

底座

电机座

端盖

固定板

辊轧机保护罩

滚轮条组件

滑块

滑座

框架

连接板

联结套

链轮

明细

润滑系统

上轴

输出导向组件

输入导向组件

输送轧辊

丝杆

托板

托架
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!