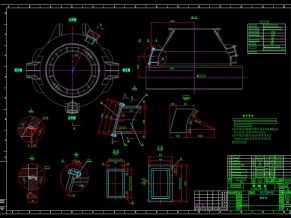
总装
该机为单工位成型机,片材经手工上、下料,在同一工位进行夹料、加热、成型、冷却、(切边)等工序;具体工序为:人工将成型用的板料放置到成型机的工作台面上→气缸驱动压料框向下运动,压住板料→加热板向前运动,对板料进行加热→加热完成后加热板后退到位→吹泡→成型模上行到位→抽真空,板料吸附到成型模上→上模架向下运动对制品切边(人工裁边除外)→冷却装置对成型后的内衬冷却→上模架向上运动→脱模→成型模下行→压料框向上运动→人工将成型好的工件取下。
该成型机不含模具,整机要求结构简单、操作容易,适合于门内胆的成型。电气控制系统应采用三菱或西门子的PLC,触摸控制显示屏操作,并配置温度控制的智能算法,可对全部加热区进行逐点温度控制。气动系统采用了比例压力阀调节,对吹泡、脱模速度进行控制。

部分零件

部分零件图纸

部分图

导向杆

导向装置

电机固定架

法兰

反射板

管接头

加热板架体

框架

连接板I(下加热板用)

连接件

门

气动面板布置总成

气动系统图

气动真空系统图

气缸接杆

上加热板

上模架

水加热系统

水箱组件

锁紧装置

台板拼条

同步机构与锁紧装置

下加热板

下加热板滚轮

下模架

下模架组
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!