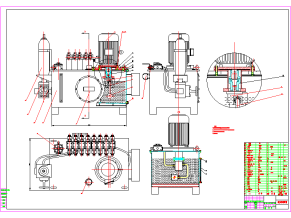
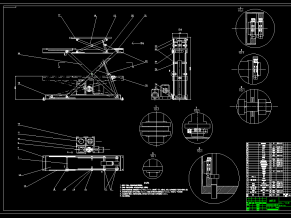
装配图
φ21.3-R38.1小口径90°长半径弯头坡口装置设计
机械设计制造及其自动化
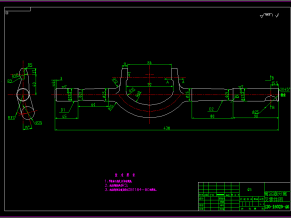
弯头:弯头是改变管道方向的管件,常用的弯头有45°、90°和180°。
长半径:长半径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D。
坡口加工是金属管件焊接成型的前序,目前国内的坡口加工方法仍然停留在手工砂轮打磨和火焰气割的阶段。这样形成的坡口表面质量很低会影响焊接质量;而采用机械加工方法坡口成型较好,尺寸容易保证,不容易产生焊接缺陷。
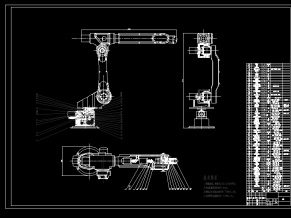
夹具采用一种类似双V形块的专用夹具,同时限制6个自由度。夹紧
装置采用偏心轮夹紧机构,借助于移动压板实现被加工件的固定。圆
柱销起到了导向的作用,防止压板和上方的V形块发生转动。
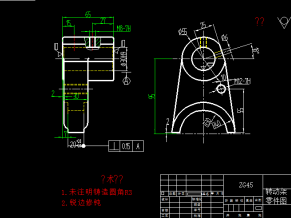
设计结果
浮动刀具部分
刀架通过螺栓与刀盘连接,刀架上装有滑道,通过调节螺杆上的
小圆螺母可以实现刀架滑块的上下浮动。刀架滑块的内部装有轴承和
滚轮,两把刀具通过刀排固定螺母安装在滚轮两侧。
设计结果
进给运动部分
进给运动采用齿轮齿条的传动方式,在箱体的侧壁上安装一段齿条,
再将手柄焊接在与齿条配合的齿轮上,通过转动齿轮来实现主轴箱进给。

齿条

大齿轮

带轮

进给齿轮

小齿轮
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!