

工具锤装柄机装配图A0
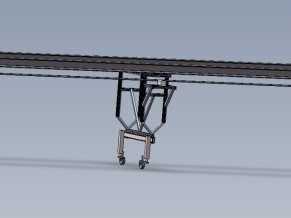
随着五进出口产品出口增长,对产品质量要求愈趋严格。作为出口量较大的工具锤,其质量要求更为严格。工具锤装柄机具有方便快捷、有效解决手工装柄中出现的锤柄不正、锤柄端部变形等特点。本文分析了工具锤装柄机的工作原理及结构。工具锤装柄机的工作过程包括:锤柄压入锤头,铆钉压入锤柄,压钉液压缸回程,压柄液压缸回程。针对压柄液压缸与压锤液压缸的设计是实现整个工具锤装柄机工作的基础,重点设计了压柄液压缸与压锤液压缸的结构。并根据系统压力、流量选择了液压阀、电机、泵。本文的设计能够满足工具锤装柄机要求(系统压力10MPa,功率4kW,整机质量12kN,每分钟循环4-6次)有效解决手工装柄中出现的锤柄不正、锤柄端部变形等问题。
关键词:装柄机;液压元件;工具锤;锤柄;支撑架

工具锤装柄机液压系统图A2

三位四通换向阀A3

三相步进电机A3

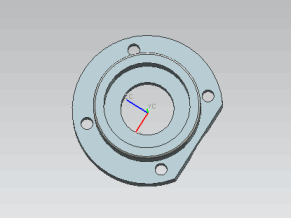
压钉液压缸法兰盖A4

压钉液压缸缸盖A3

压钉液压缸缸体A2

压钉液压缸活塞A4

压钉液压缸活塞杆A3

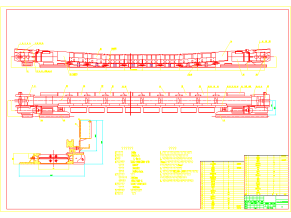
压钉液压缸装配图A2

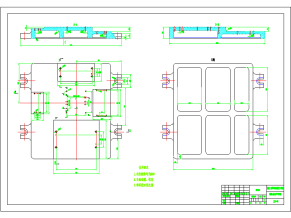
液压油路板A1

开题报告_doc_1

中期报告_doc_1




















CAD图纸+说明书")
CAD图纸+说明书")
