

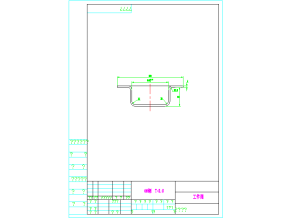
零件图和毛坯图
本夹具主要用来滚齿(m=5,z=121),以齿轮孔和端面作为定位基准,在加工本工序以后还要进行剃齿,因此,在加工本道工序时,主要应考虑如何提高劳动生产率和降低劳动强度。
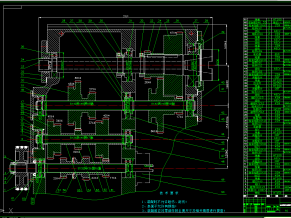
3.2确定定位方案
选择既是设计基准又是测量和装配基准的内孔作为定位基准,既符合“基准重合”原则,又能使齿形加工等工序基准统一,只要严格控制内孔精度,在专用芯轴上定位时不需要找正。故选择下面的方案:以孔和端面为主要定位基准,采用心轴和中间垫圈做定位元件。心轴限制了五个自由度、 、 、 、 ,中间垫圈限制了一个自由度。
3. 3确定夹紧机构
此夹具选用支承垫圈和夹紧垫圈来进行夹紧,使用时通过螺帽来压紧球面垫圈,从而将夹紧垫圈夹紧,夹紧垫圈将齿轮夹紧。而心轴装在底座的1:10的锥孔里,锥孔锲紧后能自锁,心轴不会发生转动。

衬套

固定扶架

夹具体

球面垫圈

芯轴

压紧垫圈

装配图




















cad图纸")

![GH3161-02[1].10大齿圈曲轴总成cad图纸](http://img.jixie5.com/d/file/2017/06/30/4544e00789e16bf62604b52266821b18.gif@!l "GH3161-02[1].10大齿圈曲轴总成cad图纸")