

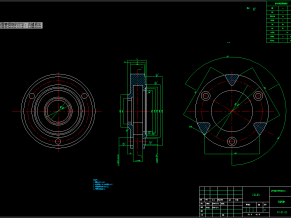
被加工零件工序图
本文对离合器压盘螺纹孔的加工工艺进行了详细的分析,就其孔的加工提出了“一次装夹,单工位加工,达到产品图样的精度要求”的思路。根据这一思路设计了四轴头单工位攻丝组合机床。
该组合机床由立柱、立柱底座、中间底座、液压滑台、动力箱、多轴箱等组成。本文对各部分的设计进行了详细的计算和论证。
根据工件示意图,工件材料HT20~40,HB170~241。该零件主要是在工件单面进行多孔加工,属大批量的中、小零件加工,因为是只完成攻丝工序,所以选择单工位组合机床。工件安装在机床的固定夹具里,夹具和工件都固定不动。因为被加工零件直径较大,厚度却较校所以选择立式机床。
机床工作循环如下:
上料――工件夹紧――滑台快进――滑台锁紧――主轴启动――攻丝靠模带动丝锥工进――主轴反转――进给滑台快退――丝锥后退――滑台快退――工件松开――下料
本设计是攻丝这一单一工序。

攻丝靠模

机床联系图

夹具体改噢

夹具1.04

夹具1

夹具体

夹具体04.1

夹具体04

加工图

加工图05

夹具

夹具04

主轴箱总图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!
















+工艺卡")

(CAD图+翻译)+说明书")
