

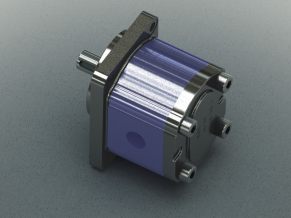
三维零件图
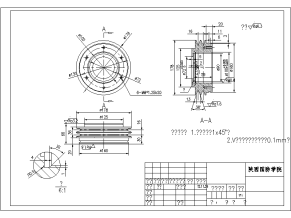
本课题主要是在C616走刀箱箱体设计工艺规程的基础上进行的专用夹具设计,零件的主要的加工部位是面和孔。在整个设计的原则中应该遵循先加工面后加工孔和先进行粗加工后精加工的原则。分析了C616走刀箱加工的技术要求,根据中批量生产类型,制定了C616走刀箱的机械加工工艺过程,设计各加工工序,包括各面和孔的加工方法、加工方案和切削用量的选择。同时设计了C616走刀箱加工过程中的镗夹具和铣夹具。其中铣夹具采用一面两销定位,螺旋压板夹紧;镗孔夹具采用一面两销定位,移动式压板夹紧。本设计首先分析了走刀箱的作用和加工工艺性,然后进行工艺规程设计,最后是进行夹具设计。合理安排工艺路线,是保证加工质量和经济性的关键。合理的夹具可以缩短辅助时间,提高劳动生产率,保证加工精度,稳定加工质量,降低对工人的技术要求,扩大机床工艺范围。
关键词:走刀箱加工工艺工序设计夹具

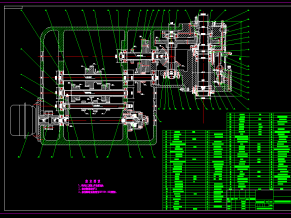
A0-镗床装配图改-Model

A0-铣床装配改-Model

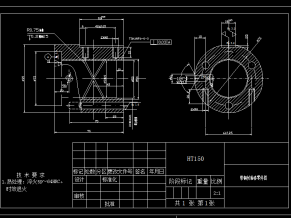
A2-镗床夹具体-Model

A2-铣床夹具体-Model

工艺过程卡_doc_0

工艺过程卡_doc_1

开题报告_doc_2

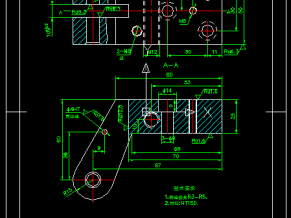
零件工序卡 _doc_0

零件工序卡 _doc_1
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!




















")