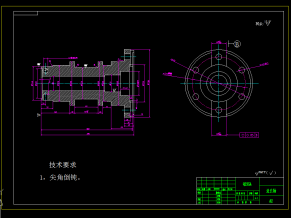
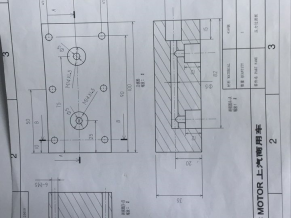
阀体1-Model
由零件图可知,对本零件各加工面的表面粗超度要求不高,但对各孔的位置度都有一定的要求,具体分析如下:
1)有五个尺寸基准:竖直方向尺寸基准、水平方向尺寸基准、高度方向尺寸基准、宽度方向尺寸基准、高度方向辅助基准;
2)首先铣左右两端面,以阀体右端面以及水平轴线为基准,镗35、43、50、20、28.5的孔;
3)铣阀体上端面,以上端面以及竖直方向轴线为基准,钻扩18,钻22、24.3、26的孔
(1)确定毛坯的制造形式
零件的材料为ZG230,根据生产纲领以及零件在工作过程中所受的载荷情况,选用砂型机铸造。
(2)基面的选择
基面的选择是工艺规程设计中的重要工作之一。基面选择的正确合理,可以使加工质量得到保证,生产率得到提高。否则,加工工艺过程中会问题百出。
粗基准的选择对阀体这样的零件来说,选择好粗基准是至关重要。以零件的75×75加工平面作为粗基准。选取已加工的内圆为精基准。
(3)制定工艺路线
制订工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证。通过仔细考虑零件的技术要求后,制定以下工艺方案。
1.铣端面;
粗铣阀体左端面,Ra25μm
2.铣端面;
粗铣右端面保证尺寸75mm,Ra25μm
3.镗孔;
粗镗φ35的孔,保证Ra12.5μm, IT11,镗φ35孔的右端面保证垂直度要求0.06
4.镗孔;
粗镗φ43的孔
5.镗孔;
粗镗φ50孔,Ra12.5μm,H11,粗镗φ50孔的右端面,Ra12.5μm
6.钻孔;
在左端面钻4个φ12的孔,攻4×M12螺纹孔
7.钻孔;
钻φ20的孔,Ra25μm
8.镗孔;
粗镗φ28.5的孔,Ra12.5μm,粗镗φ28.5的孔的左端面Ra12.5μm
9.车外圆及螺纹
车M36×2的螺纹,倒角为1.5×45°
10.铣端面
粗铣上端面,Ra12.5μm以及台阶面Ra25μm
11.钻孔;
钻φ22的孔,Ra12.5μm,IT11
12.钻孔;
钻φ24.3的孔,
13.钻孔;
钻φ26的孔,Ra25μm,
14.攻螺纹
攻M24螺纹
15.钻、扩孔;
钻、扩φ18的孔,保证IT11、垂直度0.08、Ra6.3
16.热处理;
17.检验;
18.入库。

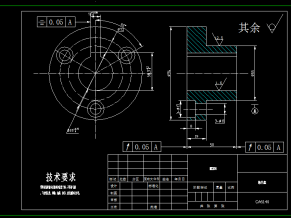
夹具体-Model

铣床夹具装配体-Model

钻床夹具装配体-Model

钻模板-Model

卡片

目录
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!