СуМўЭМ-Model
БОДЮЩшМЦЪЧЙигкЧњжсЕФЙЄвеЩшМЦМАЦфжаСНЕРЙЄађЕФМаОпЩшМЦЁЃ
ЧњжсЦфВФжЪДѓЬхЗжЮЊСНРрЃКвЛЪЧИжЖЭЧњжсЃЌЖўЪЧЧђФЋж§ЬњЧњжсЁЃгЩгкВЩгУж§дьЗНЗЈПЩЛёЕУНЯЮЊРэЯыЕФНсЙЙаЮзД,ДгЖјМѕЧсжЪСПЃЌЧвЛњМгЙЄгрСПЫцж§дьЙЄвеЫЎЦНЕФЬсИпЖјМѕаЃЧђЬњЕФЧаЯїадФмСМКУЃЌВЂКЭИжжЦЧњжсвЛбљПЩвдНјааИїжжШШДІРэКЭБэУцЧПЛЏДІРэЃЌРДЬсИпЧњжсЕФПЙЦЃРЭЧПЖШКЭФЭФЅадЁЃЖјЧвЧђЬњжаЕФФкФІВСЫљКФЙІБШИжДѓЃЌМѕаЁСЫЙЄзїЪБЕФХЄзЊеёЖЏЕФеёЗљКЭгІСІЃЌгІСІМЏжавВУЛгаИжжЦЧњжсРДЕФУєИаЁЃЫљвдЧђФЋж§ЬњЧњжсдкЙњФкЭтЕУЕНЙуЗКВЩгУЁЃБОДЮЩшМЦжаЧњжсЕФВФжЪЮЊЧђЬњЁЃ
ДгФПЧАећЬхЫЎЦНРДПД,УЋХїЕФж§дьЙЄвеДцдкЩњВњаЇТЪЕЭЃЌЙЄвезАБИТфКѓЃЌУЋХїЛњаЕадФмВЛЮШЖЈЁЂОЋЖШЕЭЁЂЗЯЦЗТЪИпЕШЮЪЬтЁЃДгвдЯТМИИіЙЄвеЛЗНкВЩШЁДыЪЉЖдЬсИпЧњжсжЪСПОпгаЦеБщвтвхЁЃЂйШлСЖЙњФкЭтвЛжТШЯЮЊ,ИпЮТЕЭСђДПОЛЬњЫЎЕФЛёЕУЪЧЩњВњИпжЪСПЧђЬњЕФЙиМќЫљдкЁЃЮЊЛёЕУИпЮТЕЭСђСзЕФДПОЛЬњЫЎЃЌПЩгУГхЬьТЏШлЛЏЬњЫЎЃЌОТЏЭтЭбСђЃЌШЛКѓдкИагІЕчТЏжаЩ§ЮТВЂЕїећГЩЗжЁЃЂкЧђЛЏДІРэЂлдаг§ДІРэГхЬьТЏШлЛЏЧђЬњдЬњЫЎ,ЖдЭютКЯН№ЧђЬњВЩгУЖўДЮдаг§ЁЃетЖдгкЗРжЙдаг§ЫЅЭЫЃЌИФЩЦЪЏФЋаЮЬЌЃЌЯИЛЏЪЏФЋМАБЃжЄИпЧПЖШЧђЬњЛњаЕадФмОпгаживЊзїгУЁЃЂмКЯН№ЛЏХфКЯКУЭКЭютЕФБШР§ЖдаЮГЩжщЙтЬхзщжЏЪЎЗжгаРћ,ПЩЬсИпЧђЬњЕФЧПЖШ,ЖјЧвЭКЭютЛЙПЩДѓДѓНЕЕЭЧђЬњМўЖдБкКёЕФУєИаадЁЃ ЂндьаЭЙЄвеЦјСїГхЛїдьаЭЙЄвегХгкеГЭСЩАдьаЭЙЄвеЃЌПЩЛёЕУИпОЋЖШЕФЧњжсж§МўЃЌИУЙЄвежЦзїЕФЩАаЭОпгаЮоЗДЕЏБфаЮСПЕФЬиЕу,етЖдгкЖрЙеЧњжсгШЮЊживЊЁЃЂоННзЂРфШДЙЄвеВЩгУСЂННЁЊСЂРфЃЌаБННЁЊаБРфЁЂаБННЁЊЗДаБРфШ§жжННзЂЗНЪННЯЮЊРэЯы,ЦфжаКѓвЛжжзюКУЁЃаБННЁЊЗДаБРфЕФгХЕуЪЧЃКаЭЧЛХХЦјГфЗжЃЌЬњЫЎГфаЭЦНЮШЃЌННзЂЯЕЭГЦВдќаЇЙћКУЃЌУАПкЖдж§МўЕФВЙЫѕаЇЙћКУЃЌЪЪгІДѓХњСПСїЫЎЯпЩњВњЁЃ
ФПЧАЃЌЙњФкДѓВПЗжзЈвЕГЇМвЦеБщВЩгУЦеЭЈЛњДВКЭзЈгУзщКЯЛњДВзщГЩЕФСїЫЎЯпЩњВњЃЌЩњВњаЇТЪЁЂздЖЏЛЏГЬЖШНЯЕЭЁЃЧњжсЕФЙиМќММЪѕЯюФПШдгыЙњЭтЯрВю1ЁЋ2ИіЪ§СПМЖЁЃЙњЭтЕФЛњМгЙЄЙЄвеДѓжТПЩЙщФЩЮЊШчЯТМИИіЬиЕуЁЃЂйЙуЗКВЩгУЪ§ПиММЪѕКЭздЖЏЯпЃЌЩњВњЯпвЛАугЩМИЖЮЖРСЂЕФздЖЏЛЏЩњВњЕЅдЊзщГЩЃЌОпгаКмИпЕФСщЛюадКЭЪЪгІадЁЃВЩгУСњУХЪНздЖЏЩЯЯТСЯЃЌМЏЗХЪНЛњЖЏЙіЕРДЋЪфЃЌЧаЯївКЗжДжМгЙЄгыОЋМгЙЄСНЖЮМЏжаЙЉгІКЭЛиЪеДІРэЁЃЂкЧњжсЕФжївЊМгЙЄЙЄађЛљзМжааФПзЃЌвЛАуВЩгУжЪСПЖЈаФМгЙЄЗНЪНЃЌетбљдкОВЦНКтЪБЃЌМгЙЄСПКмЩйЁЃЂлжсОБЕФДжМгЙЄвЛАуВЩгУЪ§ПиЯГЯїЛђГЕРЙЄвеЁЃЙЄађжЪСППЩДяЕНЙњФкДжФЅКѓЕФЫЎЦНЃЌЧвЧаЯїБфаЮаЂаЇТЪИпЁЃЯГЯїКЭГЕРЪЧЧњжсДжМгЙЄЕФЗЂеЙЗНЯђЁЃЂмЙњЭтЕФЧњжсФЅДВОљВЩгУCNCПижЦММЪѕЃЌОпгаздЖЏНјИјЁЂздЖЏаое§ЩАТжЁЂздЖЏВЙГЅКЭздЖЏЗжЖШЙІФмЃЌЪЙЧњжсЕФФЅЯїОЋЖШКЭаЇТЪЯдзХЬсИпЁЃЂнгЭПзЕФМгЙЄВЩгУЙФТжзъДВКЭздЖЏЯпЃЌНќМИФъЫцзХЧЙзъММЪѕЕФгІгУЃЌгЭПзЕФМгЙЄДѓЖрвбВЩгУЧЙзъздЖЏЯпзъПзЁЊаодЕЁЊХзЙтЁЃЂоЧњжсЕФХзЙтВЩгУCNCПижЦЕФЩАДјХзЙтЛњЃЌЫљгажсОБвЛДЮХзЙтжЛаш20ЖрУыЃЌДжВкЖШПЩДяRa0.4вдЯТЃЌДѓДѓМѕаЁСЫЗЂЖЏЛњЕФФЅКЯЦкЁЃЂпЖЏЦНКтвЛАуВЩгУCNCПижЦЕФзлКЯЦНКтЛњЃЌВтСПЁЂаое§вЛДЮЭъГЩЁЃЂрМьбщвЛАудкЩњВњЯпЩЯХфБИMARPOSSЛђHOMWORKзлКЯМьВтЛњЃЌЪЕЯждкЯпМьВтЃЌЖдЧњжсЕФМИКѕЫљгаЛњМгЙЄЯюФПОљПЩвЛДЮЭъГЩМьВтЁЂЯдЪОКЭДђгЃЂсЧњжсЕФЧхЯДВЩгУзЈгУОЋЯДЛњЖЈЕуЖЈЮЛЧхЯДЃЌБЃжЄСЫЧњжсЧхНрЖШвЊЧѓЁЃЂтЙуЗКВЩгУСЫжсОБЙ§ЖЩдВНЧЙібЙММЪѕЁЃзЈгУдВНЧЙібЙЛњздЖЏПижЦЃЌЖдЫљгажсОБдВНЧНјаавЛДЮЙібЙЃЌЖјЧвЙібЙСІКЭЙібЙНЧЖШПЩздЖЏЕїНкЃЌЪЙдВНЧДІВњЩњзюМбЕФВагрбЙгІСІЃЌЬсИпСЫЧњжсЕФЦЃРЭЧПЖШЁЃ
ЧђЬњЧњжсОпгажюЖргХЕуЃЌЙњФкЭтЙуЗКВЩгУЁЃЕЋећЬхЫЎЦНгыЙњЭтЛЙгаЯрЕБВюОрЃЌГ§ЩњВњЙцФЃаЂЙмРэТфКѓЭтЃЌжївЊВюОрШдЪЧжЦдьЙЄвеЕФТфКѓЁЃНшМјЙњЭтЕФЯШНјММЪѕКЭЙЄвеЗНЗЈЪЧЬсИпЮвЙњЧњжсжЦдьЫЎЦНЕФНнОЖЁЃ
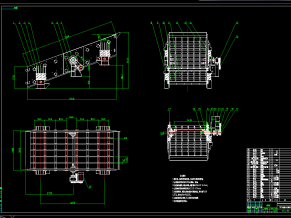
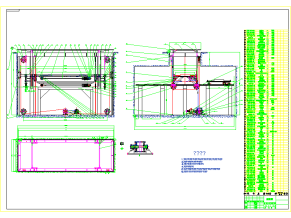
жЦЖЈЙЄвеЙцГЬЕФЫМТЗЪЧЃКЂйЪеМЏКЭЪьЯЄжЦЖЈЙЄвеЙцГЬЕФгаЙизЪСЯЭМбљЃЌНјааСуМўЕФНсЙЙЙЄвеадЃЛЂкШЗЖЈУЋХїЕФРраЭМАжЦдьЗНЗЈЃЛЂлбЁдёЖЈЮЛЛљзМЃЛЂмФтЖЈЙЄвеТЗЯпЃЛЂнШЗЖЈИїЙЄађЕФЙЄађгрСПЁЂЙЄађГпДчМАЦфЙЋВюЃЛЂоШЗЖЈИїЙЄађЕФЩшБИЃЌЕЖОпЁЂМаОпЁЂСПОпКЭИЈжњЙЄОпЃЛЂпШЗЖЈИїЙЄађЕФЧаЯїгУСПМАЪБМфЖЈЖюЃЛЂрШЗЖЈжївЊЙЄађЕФММЪѕвЊЧѓМАМьбщЗНЗЈЃЛЂсНјааММЪѕОМУЗжЮіЃЌбЁдёзюМбЗНАИЃЛЂтБржЦЙЄвеЮФМўЁЃ
ЛњаЕжЦдьММЪѕЕФаТЗЂеЙАќРЈМЦЫуЛњИЈжњЙЄвеЙцГЬЩшМЦКЭМЦЫуЛњИЈжњжЦдьЁЃМЦЫуЛњИЈжњжЦдьЪЧжИЭЈЙ§МЦЫуЛњжБНгЛђМфНгЕигыЦѓвЕжаЕФЮяжЪзЪдДКЭШЫСІзЪдДНЛЛЛаХЯЂЃЌЪЕЯжМЦЫуЛњЖджЦдьЙ§ГЬИїЛЗНкЕФЙмРэЁЂПижЦКЭВйзїЁЃШсаджЦдьЯЕЭГЙЄзїФкШнгаЃКЂйЩњВњЙЄГЬЗжЮіКЭЩшМЦЃЛЂкЩњВњМЦЛЎЕїЖШЃЛЂлЙЄзїеОКЭЩшБИЕФдЫааПижЦЃЛЂмЙЄГЬМрВтКЭжЪСПБЃжЄЃЛЂнЮязЪЙЉгІгыВЦЛсЙмРэЁЃМЦЫуЛњМЏГЩжЦдьЯЕЭГАќРЈМЦЫуЛњИЈжњЩшМЦЁЂМЦЫуЛњИЈжњЙЄвеЙцГЬЁЂМЦЫуЛњИЈжњжЦдьЁЂМЦЫуЛњИЈжњжЪСПЙмРэКЭздЖЏДцШЁЕШЁЃ
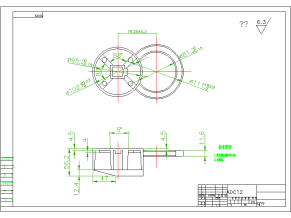
МаОпЩшМЦЕФЫМТЗЪЧЃКЂйУїШЗЩшМЦШЮЮёЃЌЪеМЏЩшМЦзЪСЯЃЛЂкФтЖЉМаОпЕФНсЙЙЗНАИЁЂЛцжЦНсЙЙВнЭМЃЛЂлЛцжЦМаОпзмзАЭМЁЃЛцжЦМаОпзмзАЭМЕФЫГађКЭЗНЗЈЃКЂйгУЫЋЕуЛЏЯпЛђКьЩЋБЪЛцГіЙЄМўЕФТжРЊЭтаЮКЭжївЊБэУцЃЌВЂгУЭјЮЦЯпБэЪОГіМгЙЄгрСПЃЛЂкЪгЙЄМўТжРЊЮЊЭИУїЬхЃЌЗжБ№ЛцГіЖЈЮЛЁЂЕМЯђЁЂМаНєМАЦфЫћдЊМўЛђзАжУЃЌзюКѓЛцжЦМаОпЬхЃЌаЮГЩвЛИіМаОпећЬхЃЛЂлБъзЂГпДчЁЂЙЋВюгыХфКЯКЭММЪѕвЊЧѓЃЛЂмЖдСуМўНјааБрКХЃЌЬюаДСуМўУїЯИРИКЭБъЬтРИЃЛЂнЛцжЦМаОпСуМўЭМЁЃМЦЫуЛњИЈжњЛцжЦМаОпзАХфЭМЃК1ЁЂЭЈГЃВЩгУЁАВЫЕЅЁБЕФаЮЪНЃЌЖдМаОпдЊМўЭМаЮНјааБрФПКЭМьЫїЁЃ2ЁЂМаОпзАХфЭМгЩШєИЩМаОпдЊМўЭМаЮЦДНгЖјГЩЁЃдкЮЂЛњЩЯПЊЗЂЕФЯЕЭГжаПЩВЩгУвдЯТМИжжЗНЗЈНјааЭМаЮЯћвўЃКЂйАДХфКЯаЮЪНЗжБ№ДцЭМЃЛЂкРћгУЭМаЮШэМўЕФвЛаЉЛљБОУќСюзїЯћвўДІРэЃЛЂлВЮЪ§ЛЏНЈПтЕФЯћвўДІРэ

ЯГДВзАХфЬх -Model

зъДВМаОпСуМўЭМ-Model

зъДВзАХфЬх1-Model

зъФЃАх-Model

ЙЄађПЈ1

ЙЄађПЈ2
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ