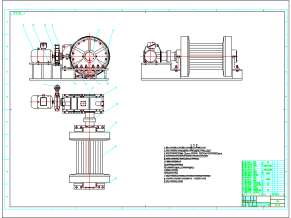
减速带轮零件图
地下管线穿越钻机减速带轮加工工艺设计及组织性能分析是包括零件加工的工艺设计、工序设计部分。表面和孔系是减速带轮的主要加工部位。减速器箱体结构相对比较复杂,需要更长的加工路线,更多的加工工时时间,由于精度要求比较高,所以相应的加工成本很高。根据加工的要求,在通常情况下,加工时保证平面的加工精度相对于孔容易保证一些。正是根据这个原因,编制工艺的时候采用先加工面然后再加工孔即通常所谓的“先面后孔”的原理。为了保证孔和平面的精度尤其是精度比较高的孔,需要分为粗加工和精加工两个阶段。减速带轮上的各个不同大小的孔和平面为加工表面。在通常情况下,加工时保证平面的加工精度相对于孔容易保证一些。正是根据这个原因,编制工艺的时候采用先加工面然后再加工孔即通常所谓的“先面后孔”的原理。为了保证孔和平面的精度尤其是精度比较高的孔,需要分为粗加工和精加工两个阶段。整个加工工艺采用通用的机床进行加工,比如常用的铣床,钻床,镗床等。加工减速带轮的过程中采用专用装备,采取适合的夹紧元件,夹紧机构不需要自锁,适合大批量,流水线作业,这样能保证加工出来的零件能最大符合要求。接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量.此外还进行了加工制造的难点为Ф6斜孔的加工。

定位环

工序卡

工艺卡

夹具体

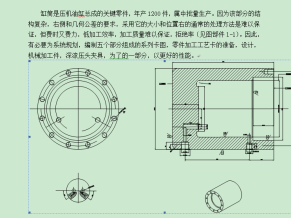
减速带轮毛坯

说明书目录

说明书字数

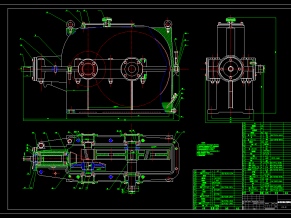
钻孔夹具装配图

钻模板