
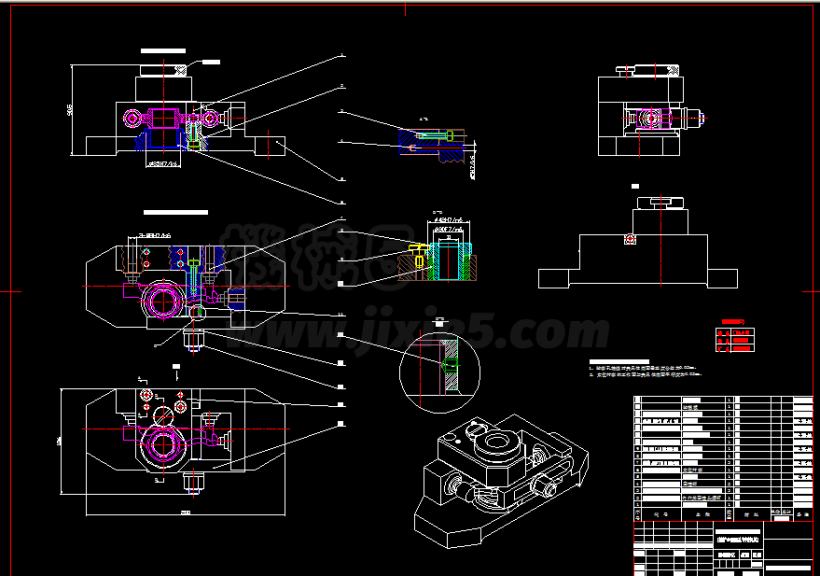
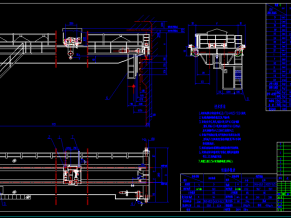
钻扩Φ22H8孔专用夹具装配图
本设计为295柴油机气门摇臂的加工工艺规程及工艺装备设计----钻扩Φ22H8孔专用夹具设计【设计全套资料:含设计文档(约8K字)+9张详图+工艺过程卡片(excel版)+2张工序卡片(dwg格式详细)+三维(SOLIDWORKS)建模】,设计的主要目的是设计一个能合理准确的加工气门摇臂Φ22H8孔的机床夹具。根据零件本身的特点及零件加工工序的要求,加工工序由三个工步完成,即钻、扩、铰三个工步。由于本零件为大批量生产,所选用的加工机床应尽量普遍此选用Z525立式钻床。对于零件的定位采用完全定位,其中主定位面为Φ22H8的一侧端面,定位元件为带肩短套,可以充分的承受钻削力,对于其余的自由度,采用固定支承来限制。对于零件的夹紧,只需克服其钻削带来的扭矩,采用单边夹紧,夹紧装置为螺旋压板夹紧,压板为移动压板。【设计方案:1.以加工过的上端面及Φ22H8两侧端面定位,且以一侧端面作为定位面,作为钻孔的受力面;2.利用移动压板作为螺旋夹紧装置的夹紧中;3采用固定支承钉及手旋螺钉限制等自由度由结论可初步得出夹具的结构方案】;高水平设计,可供大家探讨学习!(可做参照,使用时可自行编辑,仅供参考!)
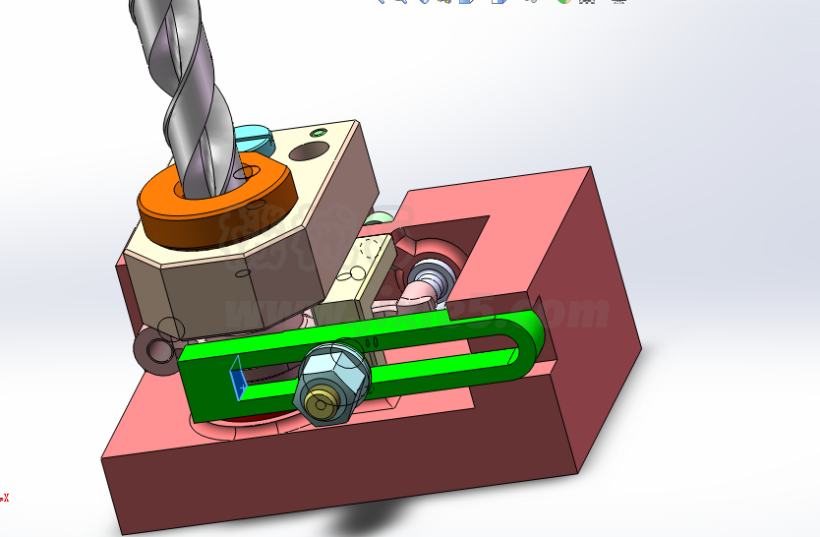
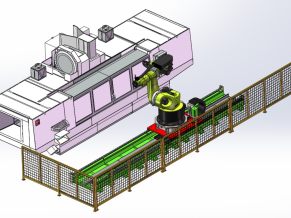
钻扩Φ22H8孔专用夹具建模图

钻扩Φ22H8孔专用夹具建模渲染图
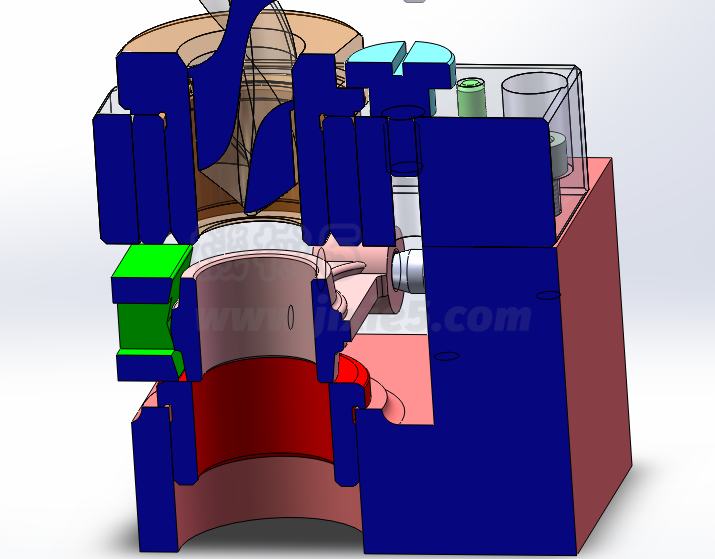
夹具建模剖视细节图
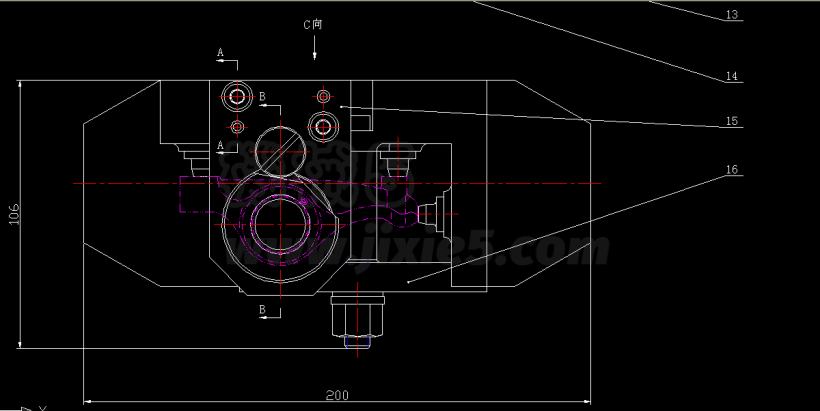
钻扩Φ22H8孔专用夹具俯视图png

标注明细表
295柴油机气门摇臂的加工工艺规程及工艺装备设计说明书
设计资料总预览

建模零件图总预览
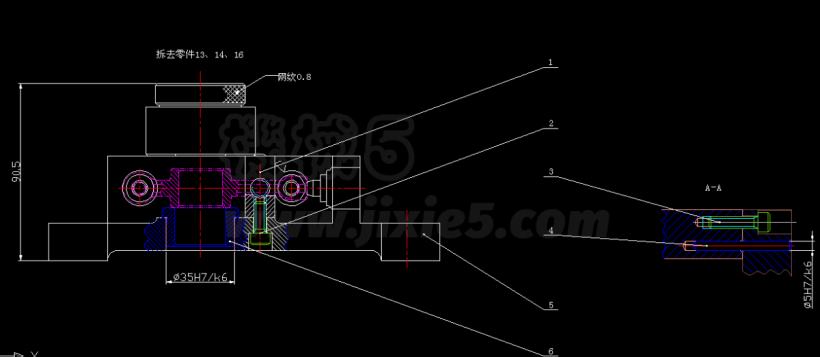
拆去零件13、14、16后夹具解析详图及AA局部剖视图

拆去零件3、4、8、9、10、15后夹具解析详图
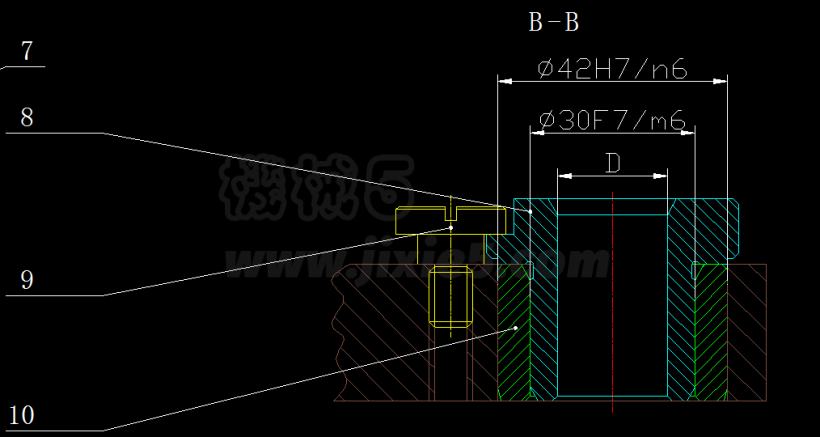
BB局部剖视细节图
夹具体

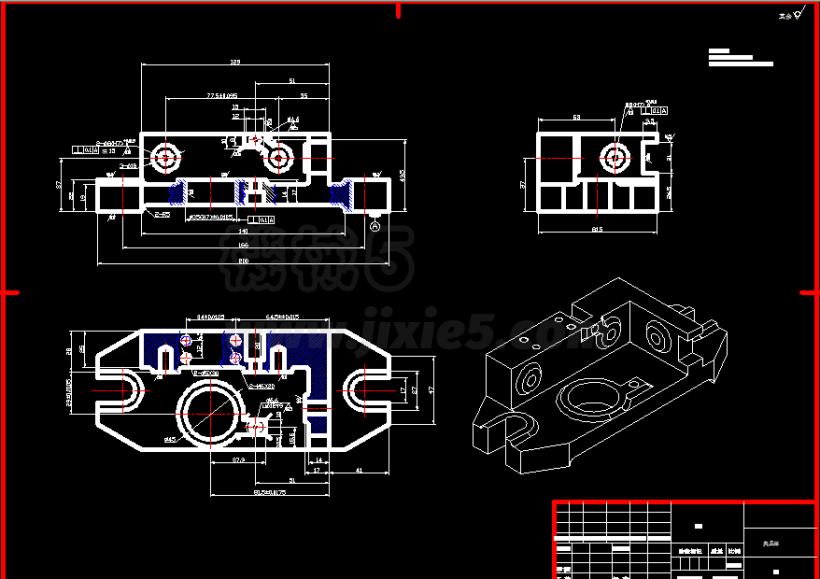
295柴油机气门摇臂毛坯图

夹具零件图

V形块及固定式定位销
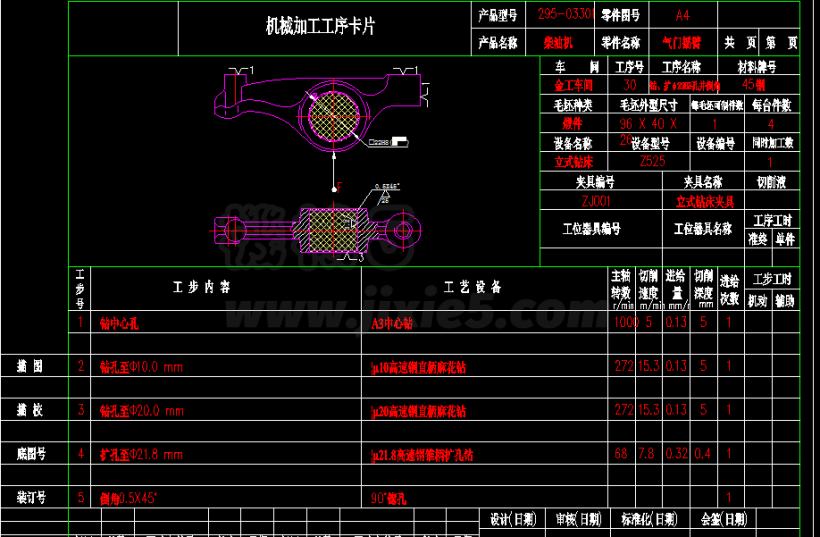
钻、扩φ22H8孔并倒角工艺卡
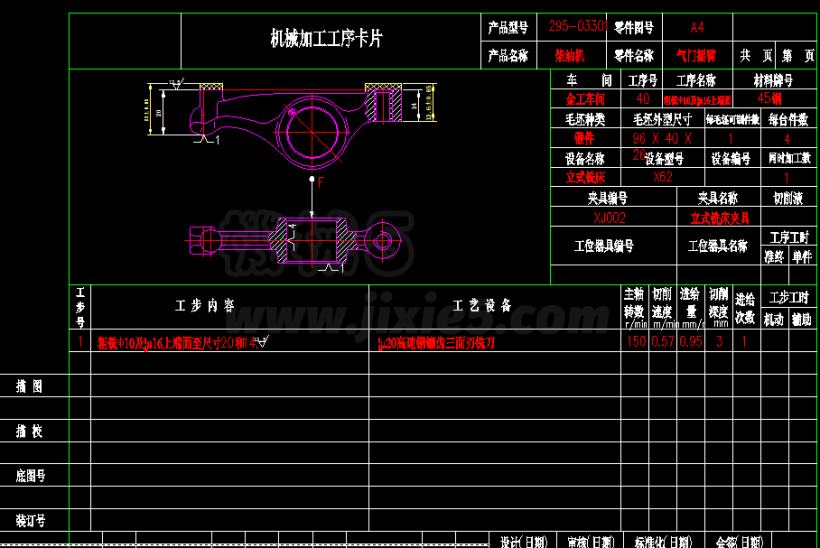
粗铣Φ10及16上端面工序卡
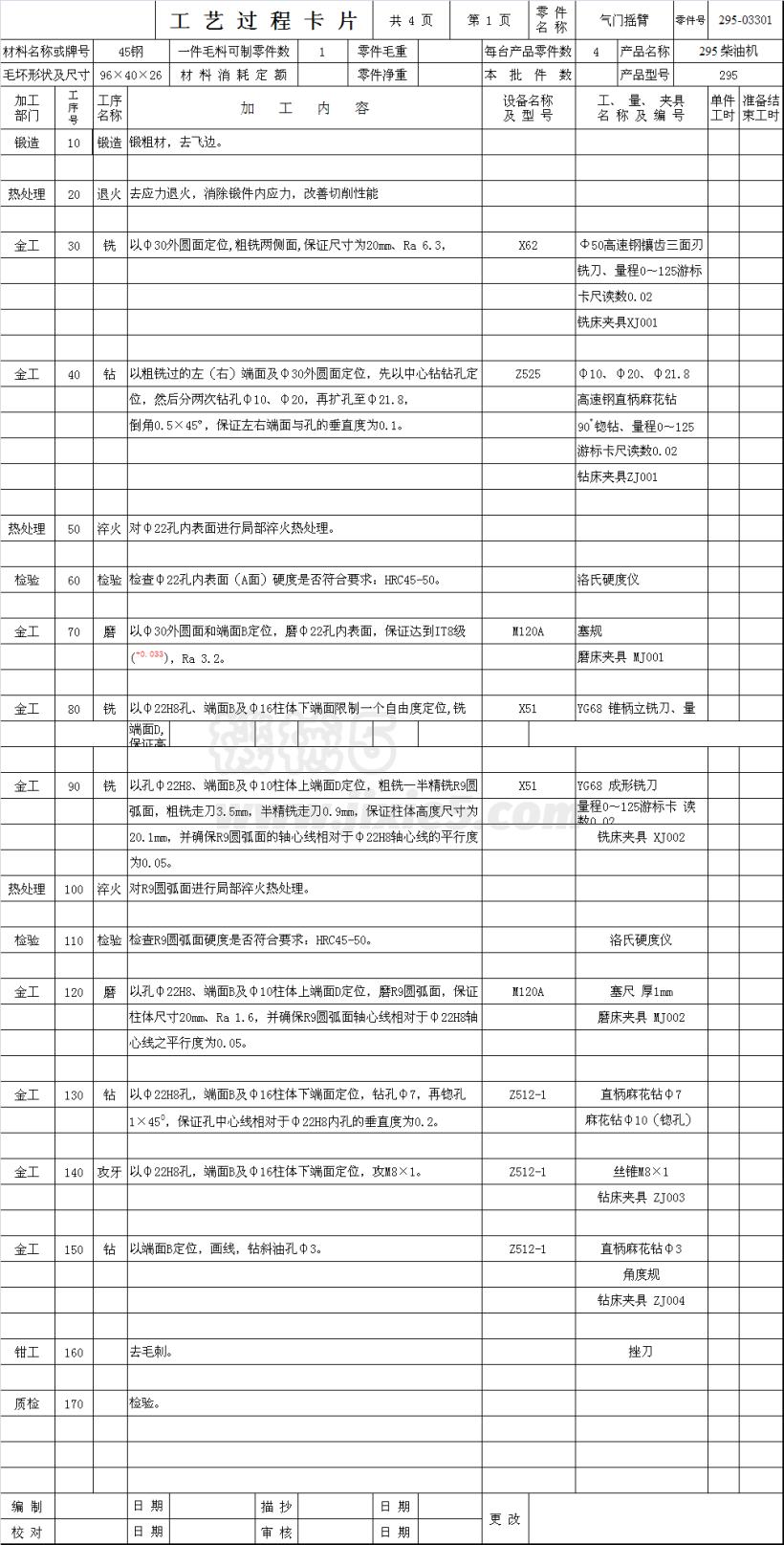
全套工 艺 过 程 卡 片
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!















设计+说明书CAD图纸")








