工件图-CM216-冲孔落料复合模的设计
此工件既有冲孔又有落料两个工序。材料为Q235、t=1mm的碳素钢,具有良好的冲压性能;且该工件外形简单、形状规则,是由圆弧和直线组成。适于冲裁加工。另外,经计算最小孔边距c=1.5mm≥1.5t=1.5mm,满足冲裁要求。零件上的尺寸均为标注尺寸公差,为自由尺寸,尺寸精度一般。查《冲压模具简明设计手册》取IT11来确定尺寸公差,普通冲裁完全满足要求。
2.2工艺方案的确定
该工件包括落料、冲孔两个基本工序,可有以下三种工艺方案。
方案一:先冲孔,后落料。采用单工序模生产。
方案二:冲孔、落料级进模。
方案三:冲孔、落料复合模。
方案的比较
方案一:模具结构简单,制造周期短,价格低,通用性好,但冲压生产率低,压力机一次行程内只能完成一道工序。若工件包括多道工序时,还需加设模具,成本相对较高,工件的累计误差大,操作不方便。使工件精度、质量大打折扣,达不到所需的要求,难以满足大批量生产。
方案二:级进模是一种多工位、效率高的加工方法。压力机一次行程内可完成多道工序,虽然生产效率高,但零件的冲裁精度稍差。欲保证冲压件的形位精度,需要在模具上设置导正销导正,故模具制造、安装较复合模复杂。
方案三:只需一套模具,不受送料误差的影响,复合模模具的形位精度和尺寸精度容易保证,且生产率也高。尽管模具结构比较复杂,但由于零件的几何形状简单对称,模具制造并不困难,制造成本不高。
综上所述,本套模具采用冲孔-落料复合模。

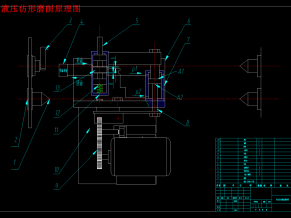
二维装配图

定模固定板

全部文件

上模座板

凸模

上模座

凸凹模

凹模

字数统计