

总装图 A0
本次设计的粉粒袋装及封口包装机是在对原有包装机进行详细分析,以及大量的实地调研和查阅资料的基础上,通过比较、论证,改进,设计而成的。
粉粒袋装及封口包装机包括定容―充料和热成型―封口两部分。定容充填部分包括机械部分和电路部分。机械部分包括:定容定量输送装置,主动力传动装置,辅助动力传动装置。定容定量输送装置是通过设定绞龙体积和转速来确定每次分装体积。主动力传动装置由一对相互啮合的锥齿轮来传动动力,控制绞龙的转速和转数。辅助动力传动装置是利用电机驱动机械传动装置,控制搅拌桨转动使物料流动、松弛。电路部分采用单片机控制主动力传动装置的步进电机,以实现包装生产的定容定量和自动化。物料从落料口落出后,进入横封装置。横封装置采用凸轮连杆式间歇横封装置。加热方法是加压加热,双辊式与环带式相结合的形式完成封口。从而完成整个装袋封口过程。
本次设计的粉粒袋装及封口包装机从生产实际出发,提高了包装的自动化及可靠性。
关键词:包装机;定容定量;充填装置;自动化本次设计的粉粒袋装及封口包装机是在对原有包装机进行详细分析,以及大量的实地调研和查阅资料的基础上,通过比较、论证,改进,设计而成的。
粉粒袋装及封口包装机包括定容―充料和热成型―封口两部分。定容充填部分包括机械部分和电路部分。机械部分包括:定容定量输送装置,主动力传动装置,辅助动力传动装置。定容定量输送装置是通过设定绞龙体积和转速来确定每次分装体积。主动力传动装置由一对相互啮合的锥齿轮来传动动力,控制绞龙的转速和转数。辅助动力传动装置是利用电机驱动机械传动装置,控制搅拌桨转动使物料流动、松弛。电路部分采用单片机控制主动力传动装置的步进电机,以实现包装生产的定容定量和自动化。物料从落料口落出后,进入横封装置。横封装置采用凸轮连杆式间歇横封装置。加热方法是加压加热,双辊式与环带式相结合的形式完成封口。从而完成整个装袋封口过程。
本次设计的粉粒袋装及封口包装机从生产实际出发,提高了包装的自动化及可靠性。
关键词:包装机;定容定量;充填装置;自动化

全部文件

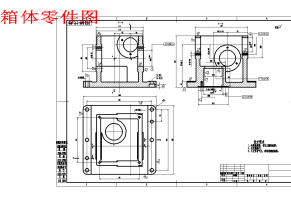
箱体 A1

圆锥齿轮 A3

主轴 A3

充填装置 A0

字数

明细表

主视图






















")


