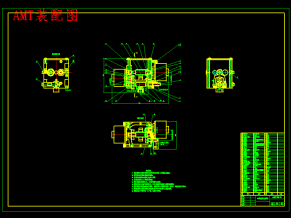
夹具装配图―A1
箱体加工工艺及粗镗Ф52H8夹具设计
目录
一绪论1
1.1制订工艺规程的意义与作用及其基本要求1
1.2夹具的设计1
二零件的分析2
2.1箱体零件的功用和结构特点2
2.2箱体零件图样分析2
2.3箱体零件工艺分析3
2.4箱体零件的主要技术要求4
2.5主要设计内容5
三工艺规程设计7
3.1减速箱箱体加工的主要问题和加工工艺过程设计所应采取的相应措施7
3.2减速箱体加工定位基准的选择7
3.3制定箱体的工艺路线8
3.4机械加工余量、工序尺寸及毛坯尺寸的确定11
四粗镗φ52H8孔夹具设计28
4.1专用夹具的提出28
4.2夹具的定位方案28
4.3夹具的夹紧方案29
4.4导向元件的设计30
4.5夹具体的设计31
4.6装配图的设计32
结论33
参考文献34
一绪论
1.1制订工艺规程的意义与作用及其基本要求
机械加工工艺过程是机械生产过程的一部分,是直接生产过程。它是用金属切削刀具或者磨料工具加工零件,使零件达到要求的形状、尺寸和表面粗糙度。
因此机械制造加工工艺主要是用切削的方法改变毛坯的形状、尺寸和材料的物理机械性质,成为具有所需的一定精度、粗糙度等的零件。对于加工工艺的编制主要是对其加工工序的确定。
对机械加工工艺规程的基本要求可以总结为质量、生产率和经济性三个方面。这三者虽然有时候有矛盾,但是要把它们协调处理好,就成为一个整体。在编制工艺规程的时候要在保证质量的前提下,尽可能的降低成本。因此,好的工艺规程应该是质量、生产率和经济性的统一表现。
1.2夹具的设计
制造业中广泛应用的夹具,是产品制造个工艺阶段中十分重要的工艺装备之一,生产中所使用夹具的质量、工作效率及夹具的使用的可靠性,都对产品加工质量及生产效率有着决定性的影响。机床夹具一般都由定位装置、夹紧装置及其它元件组装在一个基础元件(夹具体)上而形成的。由于各类机床的加工工艺特点、夹具和机床的连接方式等不尽相同,因此每一类机床夹具在总体结构和所需元等方面都有自己的特点,但设计的步骤和方法则基本相同。
二零件的分析
2.1箱体零件的功用和结构特点
箱体是机器的基础零件,它将机器和部件中的轴、齿轮等有关零件连接成一个整体,并保持正确的相互位置,以传递转矩或改变转速来完成规定的运动。因此箱体的加工质量直接影响机器的工作精度、使用性能和寿命。
箱体的种类很多,其尺寸大小和结构形式随着机器的结构和箱体在机器中功用的不同有着较大的差异。但从工艺上分析它们仍有许多共同之处,其结构特点是:⒈外形基本上是由六个或五个平面组成的封闭式多面体,又分成整体式和组合式两种。⒉结构形状比较复杂。内部常为空腔形,某些部位有“隔墙”,箱体壁薄且厚薄不均。⒊箱壁上通常都布置有平行孔系或垂直孔系。⒋箱体上的加工面,主要是大量的平面,此外还有许多精度要求较高的轴承支承孔和精度要求较低的紧固用孔。
2.2箱体零件图样分析
箱体零件图样如下图2.1所示:
①孔轴心线与孔轴心线对基准平面A的平行度公差为0.05mm。
②底面对前面及右面垂直度公差均为0.05mm.。
③孔轴心线对前面的垂直度公差为0.05mm。
④两孔轴心线平行度公差为0.05mm。
⑤孔与孔两垂直孔的孔距。
⑥孔与孔两垂直孔的孔距。
⑦两孔的孔距。

夹具体―A3

箱体零件图A1

箱体毛坯图A1

字数统计

设计所包含文件

镗Φ52H8工序卡

铣右侧面保证159工序卡

钻D向4-M6螺纹孔工序卡

车Φ310孔和Φ185孔工序卡

粗镗φ82、φ50H8孔工序卡

铣235mm端面工序卡

加工过程卡

夹具设计部分

说明书前三页
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!