1E52FM右曲轴箱
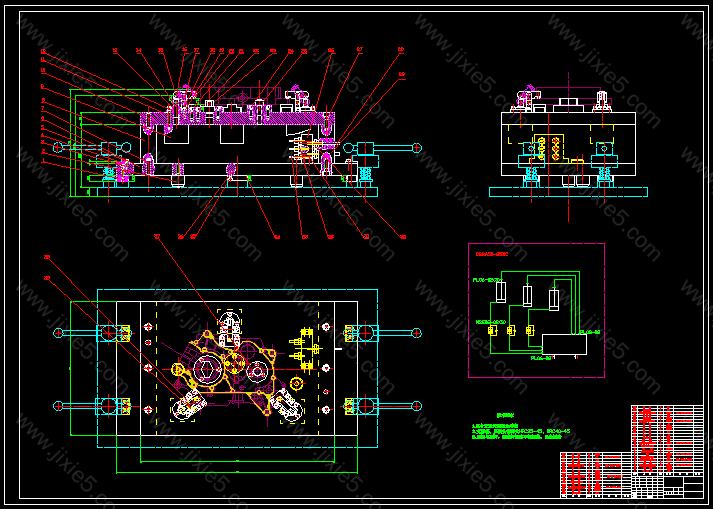
设计是在我们学完了大学的全部基础课及全部专业课之后进行的,它是对我们在大学这四年中一次综合的检验。本次我所做的设计的题目是1E52FM右曲轴箱加工工艺及夹具设计。上学期末,我们已经为本次设计做了开题报告,本学期所做的是本次设计的核心:编制加工工艺和为某道工序设计夹具。按照设计任务书的要求,本次设计将完成不少于1.5万字的设计计算说明书、一套气动夹具的装配总图和不少于5张的零件图等。
机械加工工艺规程是规定零件制造工艺过程和操作方法等的工艺方法。它是根据加工对象的具体情况和实际的生产条件,采用合理的加工方法和过程,按规定的形式制定的。夹具是机床与工件之间的连接装置,使工件相对于机床或刀具获得正确位置。机床夹具的好坏将直接影响工件加工表面的位置精度,所以机床夹具设计是装备设计中的一项重要工作,是加工过程中最活跃的因素之一。
1E52FM是摩托车内燃机的型号,这种内燃机为单缸二冲程发动机,汽缸直径为52mm,冷却方式为风冷,以汽油为燃料。发动机除二冲程外还有四冲程的。它们之间主要区别是:二冲程发动机曲柄旋转一圈,发动机燃烧做功一次,即曲柄旋转一圈完成一个工作循环。而四冲程发动机曲柄旋转两圈完成一个工作循环。由于本次设计主要是针对二冲程,故四冲程的不再赘述[1]。
二冲程发动机具有体积小,排放高,结构简单,制造、维修方便,价格便宜等特点。但是随着社会的发展,燃油消费税迟早要实施,再加上人们的环境保护意识逐渐加强,各地政府有关摩托车方面的政策(如禁止二冲程摩托车上路、限制摩托车排放)相继出台。所以许多摩托车已不再使用二冲程发动机了。可是二冲程摩托车也因其升功率大,价格便宜,在越野车、赛车等特种用途摩托车方面被广泛应用[2]。
5.1.1加工条件
工件材料:铝合金,压铸。
加工要求:粗车D面。
机床:车床。
刀具:刀片材料高速钢,刀片材料YG3X,刀杆尺寸16X25mm,主偏角为85度,前角为25度,后角为10度,刀尖圆弧半径为0.5mm。
5.1.2计算切削用量
(1)已知毛坯厚度方向的加工余量为1.5mm,由于在此道工序中只是要粗车这个平面,加工要求不是很高,故只需要一次加工就可以了,背吃刀量直接选取1.5mm。
(2)进给量f根据《机械切削工艺参数手册》表2-28,当车刀刀杆尺寸为16X25mm,背吃刀量小于等于3mm以及工件直径为250mm时
f=0.7~1.1mm/r
在根据车床说明书中实有的进给量选取f=0.7mm/r
(3)计算切削速度刀具寿命选取60min,根据加工材料为铝合金、背吃刀量为1.5mm、f=0.8mm/r由表2-41查出切削速度113m/min(考虑各种因素对切削速度的影响,须乘以修正参数)。
由表2-42查得,刀具寿命修正参数为1.0;由表2-43查得,工件材料修正参数为1.0;由表2-47查得,主偏角修正参数为0.76。故计算出的切削速度为:
(4)确定机床主轴转速
据机床说明书,与1125r/min相近的机床转速为1200r/min。故选取1200 r/min.
所以实际切削速度V=90.5m/min..
(5)切削工时
由于此零件的形状比较复杂,所以这个零件在用车床车削端面的走刀长度也比较特殊,通过对图纸上零件的尺寸分析,可以知道实际车刀的走刀长度大约为200mm,其中走刀时的空刀导入、导出量。在根据走刀次数是1次,主轴转速为1200r/min,进给量为0.7mm/r。
所以,本工序的工时是:
工序2.铣C表面
5.2.1加工条件
工件材料:铝合金,压铸,有外皮。
加工要求:粗铣C面、精铣C面。
机床:数控铣床,机床功率是7.5Kw。
刀具:高速钢面铣刀,选择铣刀直径为30mm,齿数z=3。
5.2.2计算切削用量
1.粗铣C面
(1)背吃刀量由于此道工序中粗铣的加工余量为2mm,故可以在一次加工完成,取ap=2mm。
(2)确定每齿的进给量根据《机械切削工艺参数手册》4-28,查得每齿进给量f=0.2~0.3mm/z,取f=0.2mm/z。
(3)确定铣削速度Vc及刀具转速
根据表4-58及4-59可以查得铣刀的磨钝标准的最大限度为1.8mm,铣刀寿命为60min。根据已知条件,查表4-31可得,Vc=90m/min。由于零件的形状比较特殊,故需要对查表得来的切削速度进行修正。再查表4-57,查得与加工材料有关的修正系数:速度修正系数为1.0;与毛坯性质和表面状态有关的修正参数:速度修正参数为0.9;与加工性质有关的修正参数:速度修正参数为1.0。经过修正后的铣削速度:
计算出刀具转速n和进给速度f
根据机床说明书取n=860r/min,Vf=500mm/min。此时,实际的铣削速度Vc=81m/min,每齿的进给量f=0.19mm/z。
(4)确定切削工时
由于此零件的轮廓形状属于不规则体,在进行计算铣刀的走刀长度来说有一定的困难,现在所采取的办法是估算的方法。现估算出来的走刀长度为700mm左右,所以,可以确定出其工时为:
2半精铣C面
(1)背吃刀量由于此道工序中粗铣的加工余量为1.5mm,故可以在一次加工完成,取ap=1.5mm。
(2)确定每齿的进给量根据《机械切削工艺参数手册》4-28,查得每转进给量f=0.5~2.2mm/z,取f=0.5mm/r。
(3)确定铣削速度Vc及刀具转速
根据表4-58及4-59可以查得铣刀的磨钝标准的最大限度为1.2mm,铣刀寿命为60min。根据已知条件,查表4-31可得,Vc=100m/min。由于零件的形状比较特殊,故需要对查表得来的切削速度进行修正。再查表4-57,查得与加工材料有关的修正系数:速度修正系数为1.0;与毛坯性质和表面状态有关的修正参数:速度修正参数为0.9;与加工性质有关的修正参数:速度修正参数为1.0。经过修正后的铣削速度:
计算出刀具转速n和进给速度f
根据机床说明书取n=960r/min,Vf=470mm/min。此时,实际的铣削速度Vc=90.4m/min,每转的进给量f=0.49mm/r。
(1)背吃刀量由于此道工序中粗铣的加工余量为1mm,故可以在一次加工完成,取ap=1mm。
(2)确定每齿的进给量根据《机械切削工艺参数手册》4-28,查得每转进给量f=0.3~1.5mm/z,取f=0.4mm/r。
(3)确定铣削速度Vc及刀具转速
根据表4-58及4-59可以查得铣刀的磨钝标准的最大限度为1.2mm,铣刀寿命为60min。根据已知条件,查表4-31可得,Vc=110m/min。由于零件的形状比较特殊,故需要对查表得来的切削速度进行修正。再查表4-57,查得与加工材料有关的修正系数:速度修正系数为1.0;与毛坯性质和表面状态有关的修正参数:速度修正参数为0.9;与加工性质有关的修正参数:速度修正参数为1.0。
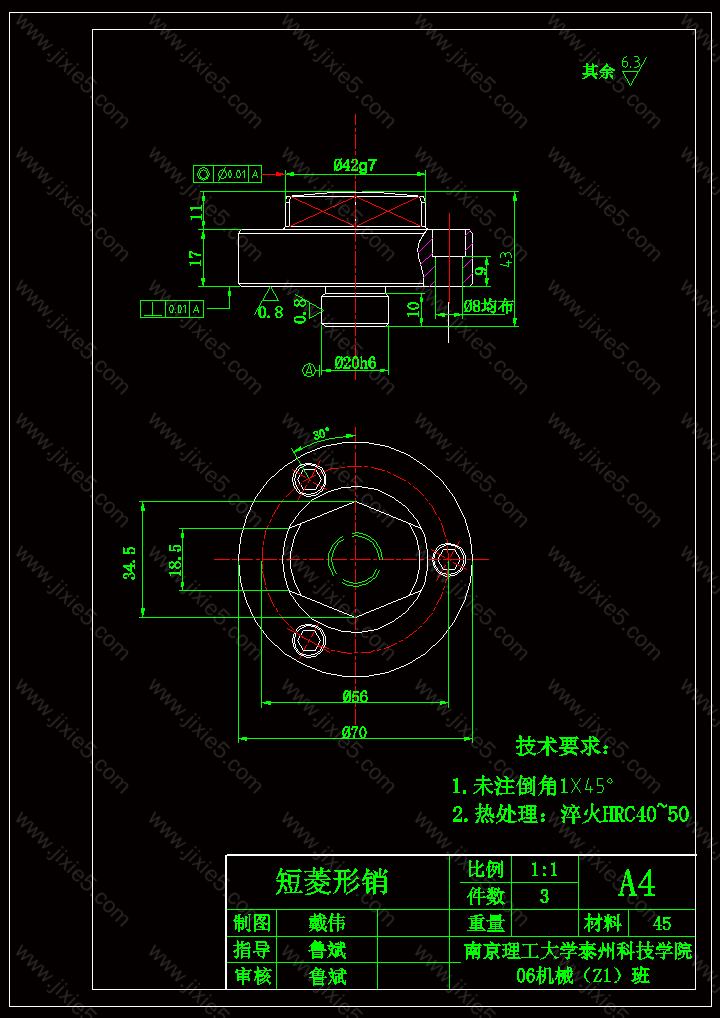
短菱形销零件图

滑杆零件图

活塞支撑杆零件图

压板零件图
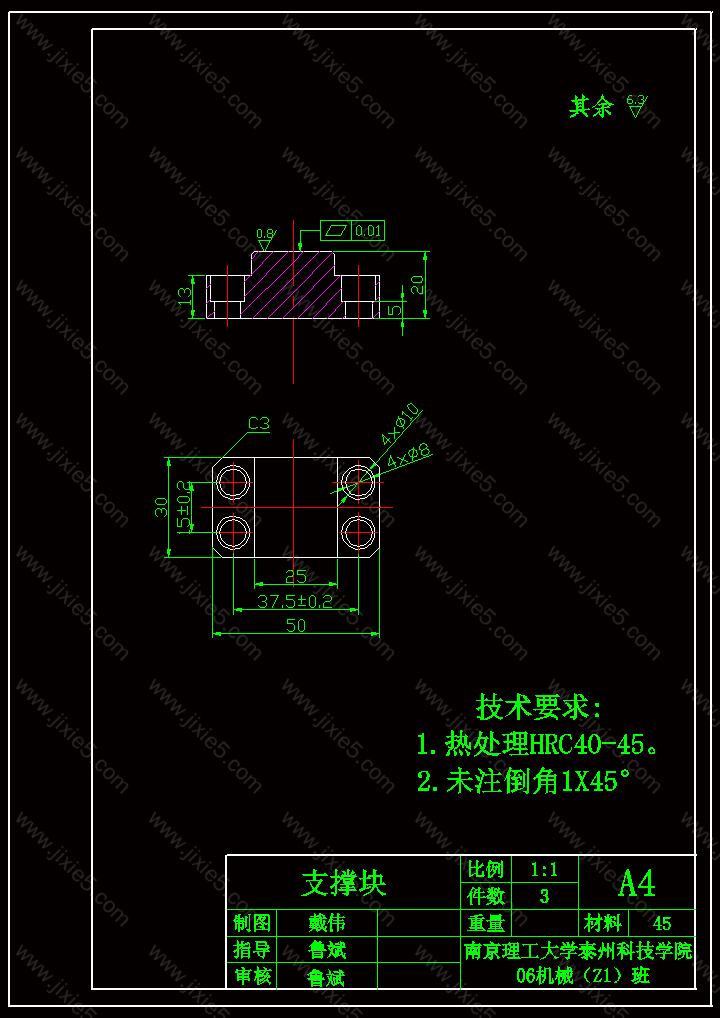
支撑块零件图
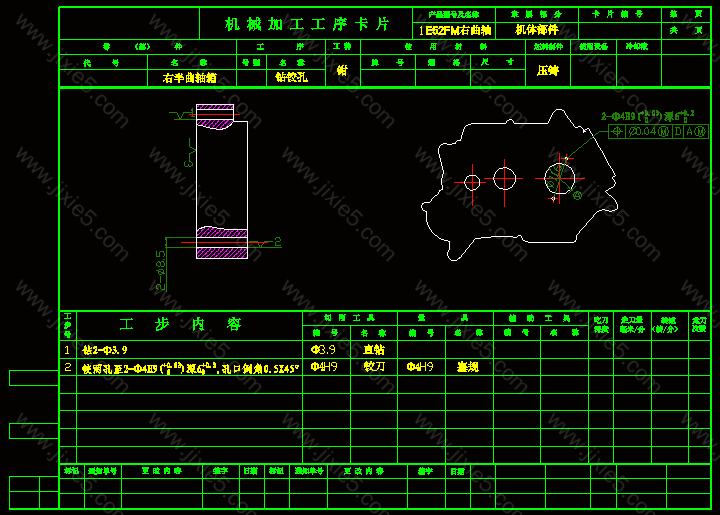
1E52FM右曲轴箱加工工序之一
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!