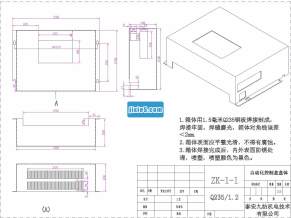
主轴箱总图
本次设计主要是对空间凸轮精加工专用磨床主轴箱进行数据分析,并进行主轴优化改造设计。主要包括外圆磨床主轴系统静压轴承改装、动静压轴承的有关参数选择及计算两大内容,主要研究内容是动静压轴承的性能分析以及在外圆磨床主轴系统中的应用。
目录
1.1课题背景及目的2
1.2国内外研究状况2
1.3研究方法3
1.4主轴箱构成及研究内容3
2.1机床的特点4
2.2机床改造的主要任务4
2.3主轴系统改造的结构分析及确定5
2.4动静压轴承6
2.5主轴箱结构形式的选择、分析7
2.5.1主要结构设计要求7
2.5.2供油系统8
2.5.3供油系统类型的选择与分析8
3.1前轴承结构11
3.2后轴承结构17
3.3选择、计算供油装置22
参考文献30
2外圆磨床主轴系统静压轴承改装
该机床床身刚性及热变形都优于M1432A,工作台的润滑为小孔节流卸荷形式。砂轮主轴加粗,电机功率加大。砂轮架油池温升小,磨削率高。
2.1原机床的特点
机床工作台的纵向移动,砂轮架快速进退,砂轮自动周期进给等均由按钮操作电气、液压控制。机床具有工作台手动机构,砂轮架手动进给机构和脚踏尾架顶尖后退装置。头架在逆时针方向90度范围内可作任意角度调整。摆动头架或工作台或砂轮架的角度即可磨削不同锥度的内外圆锥形工件。将砂轮架体壳上的内圆磨架翻下即可磨削内圆零件。自有6套内圆磨杆供选择使用。机床采用具有各运动部件的电器,液压联锁结构,能确保操作安全。砂轮架,内圆磨俱都装有可靠的安全护罩。
2.2原机床改造的主要任务
由于机床为五、六十年代产品,已在生产中使用了三十余年,主轴前、后封由盘等零件均有一定程度的磨损,易产生振动,严重影响机床性能。产生磨削粗糙度达不到产品技术要求,且磨损平面有较大、明显的振纹。因而对机床主轴系统进行改造是很有价值的。
本次设计主要任务是:
利用动静压轴承在保证转速和一些重要结构的基础上改装M1432B磨床的主轴系统,另外,在对动静压轴承的有关尺寸进行设计计算。
磨床改装后的特点是:
1、采用有腔动静压轴承,在零速时与固定节流静压轴承相似,旋转时类似于静压轴承与动压轴承共同作用。
2、保留了原机床砂轮架壳体,前后轴承装载一个套筒内,便于整体拆装,为修理提供方便。
3、本次设计采用圆台内部节流的形式。

文件列表

2前端面9(A3)

4前轴承2(A2)

5后轴承(A2)

6后轴承2(A2)

7主轴(A1)
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!