

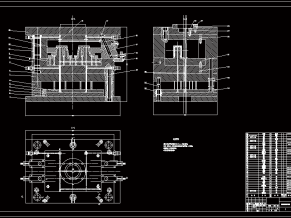
钻6×φ12孔夹具装配图
制定拨动顶尖座零件图的加工工艺设计钻6xφ12孔的钻床夹具(含CAD图)
1.1零件的作用
拨动顶尖座是用于装夹多工位的钻削工具
1.2零件的工艺分析
从零件图上可以看出,标有表面粗糙度符号的表面有平面、退刀槽、内孔等,其中表面粗糙度要求最高的是φ18H7对φ62h6同轴度公差0.005,表面粗糙度为0.8.
目录
第1章零件的分析3
1.1零件的作用3
1.2零件的工艺分析3
1.2.1冲φ18mm孔为中心的加工表面3
1.2.2 φ25mm外圆为中心的加工表面3
1.2.3 φ71mm外圆为中心的加工表面3
1.2.4 φ62mm外圆为中心的加工表面3
第2章工艺规程设计4
2.1确定毛坯的制造形式4
2.2基面选择4
2.2.1粗基准的选择4
2.2.2精基准的选择4
2.3制定工艺路线4
2.4机械加工余量、工序尺寸及毛坯尺寸的确定5
2.4.1外圆表面(φ65,φ71,φ62,φ25) 5
2.4.2内孔5
2.4.3螺纹M5 5
2.4.4键槽5
2.5确定切削用量及基本工时6
2.5.1钻φ12孔6
2.5.2扩孔φ12 7
2.5.3铰孔φ12 8
第3章专用夹具设计10
3.1设计主旨10
3.2夹具设计10
3.2.1定位基准的选择10
3.2.2切削力和加紧力计算10
3.2.3定位误差分析10
3.2.4卡具设计及操作的简要说明10
第4章课程设计心得体会12
参考文献13

夹具体

零件图

钻模板













")
")
")
的加工工艺,设计钻2×Φ14孔的钻床夹具(全套含CAD图纸)")
的加工工艺,设计钻2×Φ9孔钻床夹具(全套含CAD图纸)")
的加工工艺,设计钻3×φ4孔的钻床夹具(全套含CAD图纸)")
的加工工艺,设计铣8的铣床夹具(全套含CAD图纸)")
")
")
")