

װ��ͼ
ca6140�������мܼӹ����ռ��о���ƺ�ȫ��cadͼֽ˵�����������
�����������У�ʹ��������ԭ���ϣ�ë����������ܳɵȣ����ʺ�����״̬����ֱ�ӱ仯�Ĺ��̽й��չ��̣���ë�����죬��е�ӹ����ȴ�����װ��ȶ���֮Ϊ���չ��̡����ƶ����չ����У�Ҫȷ��������İ�װ��λ�ù�����Ҫ�Ĺ������ӹ��ù���Ļ����������Ľ�������������ȣ�����ת�ٺ������ٶȣ��ù���ļоߣ��������ߣ������ߵ��������ߵ����ȣ�������ù���Ļ���ʱ�䣬����ʱ������ط���ʱ�䡣1 CA6140�������мܼӹ�����3
1.1 CA6140�������мܵĹ��շ���3
1.2 CA6140�������мܵĹ���Ҫ���շ���3
1.2.1 CA6140����`���мܵļ���Ҫ��4
1.3�ӹ����չ���4
1.4ȷ��������ӹ�����4
1.4.1��ѡ������漰�ļӹ�����ʱ��Ҫ�ۺϿ�����������5
1.4.2ƽ��ļӹ�5
1.4.3�ļӹ�����5
1.5ȷ����λ��6
1.5.1�ֻ���ѡ��6
1.5.2����ѡ���ԭ��7
1.6����·�ߵ��ⶩ7
1.6.1���������7
1.6.2����ļ������ɢ8
1.6.3�ӹ��εĻ���9
1.6.4�ӹ�����·�߷����ıȽ�10
1.7 CA6140�������мܵ�ƫ��ӹ�����������ߴ缰ë���ߴ��ȷ��13
1.7.1ë���Ľṹ����Ҫ��13
1.7.2 CA6140�������мܵ�ƫ�����13
1.8ȷ������������������ʱ������ʱ�䣩 17
1.8.1����1���֡���ϳ����17
1.8.2����2�֡��뾫������CA6140�������ܿ�18
1.8.3����3���궥���Ŀ�25
1.8.4����4�����������29
1.9ʱ�䶨����㼰��������31
1.9.1�֡���ϳ����31
1.9.2�۲������ܿ�32
1.9.3�궥���Ŀ�33
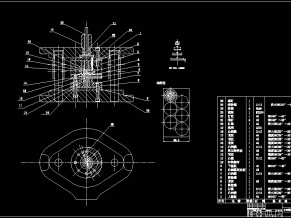
2ר�üо����35
2.1ϳƽ��о����35
2.1.1�о�ԭʼ����35
2.1.2��λ����ѡ��35
2.1.3�����������������35
2.1.4�����������36
2.1.5�о���Ƽ������ļ�Ҫ˵��37
2.2�ۿо����37
2.2.1�о�ԭʼ����37
2.2.2��λ����ѡ��37
2.2.3���������н����ļ���38
2.2.4�����������40
2.3�궥���Ŀо����40
2.3.1�о�ԭʼ����40
2.3.2��λ����ѡ��41
2.3.3���������н����ļ���41
2.3.4�����������42
2.3.5�о���Ƽ������ļ�Ҫ˵��42
����43
�����44
��л45

CA6140�������м����ͼ

���տ�Ƭ

�о����ͼ
���������������û��ϴ�������Ȩ��ԭ�������У����漰��Ȩ���⣬����������ϵ�����ǽ���ʱ������


















![������������ӹ�ר�û������[�ӹ�����7����]����Ƽ�CADͼֽ��](http://img.jixie5.com/d/file/2017/01/21/c6942f45ff998766b32a2015066ac193.gif@!l "������������ӹ�ר�û������[�ӹ�����7����]����Ƽ�CADͼֽ��")

