

ЖрЕцШІИДКЯФЃ
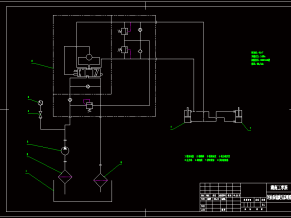
ЫФЕцШІИДКЯФЃ(КЌШЋЬзcadЭМжН)
вђРфГхбЙФмЕУЕНаЮзДНЯИДдгЕФжЦМўЃЌЧвМгЙЄОЋЖШИпЃЌГпДчЮШЖЈЃЌЛЅЛЛадКУЃЌдкДѓСПЩњВњЬѕМўЯТЃЌжЦМўГЩБОЕЭЃЌЩњВњаЇТЪИпЃЌвзгкздЖЏЛЏЁЃЫљвдЫцзХЮвЙњЙЄвЕЕФЯжДњЛЏЃЌРфГхбЙЙЄвее§дНРДдНЖрЕиБЛВЩгУЃЌВЂдкЪЙгУжаЕУЕНВЛЖЯЗЂеЙЁЃ
дкГхбЙЩњВњжаЃЌГхВУЫљЪЙгУЕФФЃОпГЦЮЊГхВУФЃЁЃЫќЪЧГхбЙЩњВњжаВЛПЩШБЩйЕФЙЄвеЩшБИЃЌСМКУЕФФЃОпНсЙЙЪЧЪЕЯжЙЄвеЗНАИЕФПЩППБЃжЄЁЃ
ГЃгУЕФГхВУФЃЕфаЭНсЙЙжївЊгаЕЅЙЄађГхВУФЃЁЂИДКЯФЃЁЂСЌајФЃЁЃгЩетДЮЩшМЦЕФЬтФПЁЖЖрЕцШІИДКЯФЃЁЗПЩжЊашвЊЩшМЦвЛИЖМгЙЄЕцШІЕФФЃОпЁЃЕцШІГЃгУгкИїжжвЧЦївЧБэЃЌИќПЩЦ№ЕНЗРе№ЁЂОјдЕЕФзїгУЃЌЧвФъВњСПИпЁЃ
ПМТЧЕНЕЅЙЄађГхВУЩњВњаЇТЪЕЭЁЂФбвдТњзуИУСуМўЕФФъВњСПвЊЧѓЃЌЙЪПМТЧВЩгУИДКЯГхВУгыСЌајГхВУЁЃ
ИДКЯГхВУЪЧГхДВдквЛДЮааГЬжаЃЌАхСЯдкГхФЃФкОЙ§вЛДЮЖЈЮЛЃЌФмЙЛЭЌЪБЭъГЩСНжжЛђСНжжвдЩЯВЛЭЌЙЄађЕФГхбЙЙ§ГЬЁЃЖдгкИУСуМўВЩгУИДКЯФЃФмБЃжЄГхбЙМўЕФаЮЮЛОЋЖШКЭГпДчОЋЖШЃЌЧвЩњВњаЇТЪвВИпЁЃ
вЛЁЂЩшМЦЖрЕцШІИДКЯФЃЕФГіЗЂЕуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 2
ЖўЁЂЖрЕцШІИДКЯФЃГхбЙЕФЙЄвеЗжЮіЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 4
1ЁЂВФСЯЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ4
2ЁЂГпДчОЋЖШЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ4
3ЁЂГхбЙЙЄвеЗжЮіЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ4
Ш§ЁЂГхбЙЙЄвеЗНАИЕФжЦЖЈЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 6
1ЁЂЕЅЕцШІЁЂЖрЕцШІИДКЯФЃЕФБШНЯЁЁЁЁЁЁЁЁЁЁЁЁЁЁ6
2ЁЂжївЊФбЬтМАНтОіЗНЗЈЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ6
ЫФЁЂГхбЙЙЄвеЕФМЦЫуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 8
ЃЈвЛЃЉЁЂХХбљМЦЫуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ8
ЃЈЖўЃЉЁЂМЦЫуИїЙЄађбЙСІЁЂбЁдёбЙСІЛњЁЁЁЁЁЁЁЁЁЁЁЁЁЁ10
ЃЈШ§ЃЉЁЂИДКЯФЃЕФЭЙЁЂАМФЃЕФМЦЫуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ11
1ЁЂЭЙЁЂАМФЃЕФШаПкМЦЫуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ11
2ЁЂЭЙАМФЃЕФЩшМЦЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ13
ЃЈЫФЃЉЁЂЕЏЛЩЕФбЁгУКЭМЦЫуЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ14
ЮхЁЂбЁдёбЙСІЛњаЭКХЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 16
СљЁЂжївЊСуВПМўНсЙЙгыГпДчЕФбЁдёКЭШЗЖЈЁЁЁЁЁЁЁЁЁЁЁЁ 17
ЦпЁЂЛцжЦФЃОпзмзАЭМЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 21
АЫЁЂЛцжЦжївЊЗЧБъзМСуВПМўЭМЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 23
ОХЁЂНсЪјгяЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 24
ВЮПМЮФЯзЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁЁ 25

ЖЅАх1

ЖЅАх2

ИДМў АМФЃ-3A

ЩЯЕцАх-3A

ЭЙАМФЃ1
ЩъУїЃКФкШнРДздгУЛЇЩЯДЋЃЌжјзїШЈЙщдзїепЫљгаЃЌШчЩцМАЧжШЈЮЪЬтЃЌЧыгыЮвУЧСЊЯЕЃЌЮвУЧНЋМАЪБДІРэЃЁ













")
")



")
")
")
")