

轴盖复合模的设计与制造全套齐全(含全套CAD图
摘要
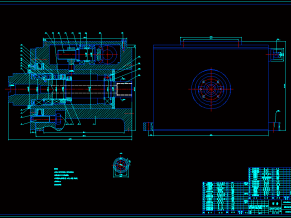
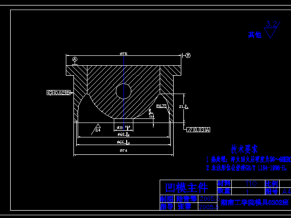
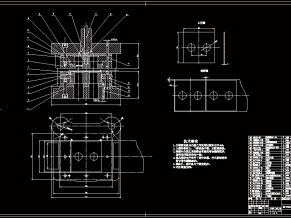
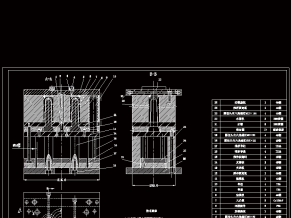
本设计分析了轴盖零件的结构工艺性,提出了合理的成型工艺。确定合理的冲压工艺方案,零件冲压成形的方向和模具结构,并进行了工艺参数的计算,且对模具的设计、工作过程、装配、调试工艺作了阐述。
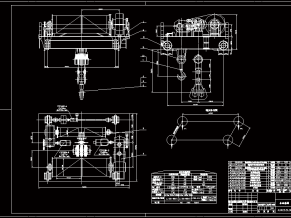
在冲压生产中,常常将几个单工序冲压过程集中在一副模具中完成,这种在压力机的一次工作行程中,在一副模具的同一工位同时完成两种或两种以上基本工序的模具就称为复合模具。
冷冲压是一种先进的金属加工方法,与其它加工方法(切削)比较,它有以下特点:
1)它是无屑加工被加工的金属在再结晶温度以下产生塑性变形.不产生切屑,变形中金属产生加工硬化。
2)所用设备是冲床冲床供给变形所需的力。
3)所用的工具是各种形式的冲模冲模对材料塑性变形加以约束,并直接使材料变成所需的零件。
4)所用的原材料多为金属和非金属的板料。
冷冲压与其它加工方法比较,在技术上、经济上有许多优点:
1)在压床简单冲压下.能得到形状复杂的零件.而这些零件用其它的方法是不可能或者很难得到的。如汽车驾驶室的车门、顶盖和翼子板这些具有流线型零件。
2)制得的零件一般不进一步加工,可直接用来装配,而且有定精度,具有互换性。
3)在耗料不大的情况下。能得到强度高、足够刚性而重量轻、外表光滑美观的零件。
4)材料利用率高,一般为70一85%。
5)生产率高,冲床冲一次一般可得一个零件.而冲床一分钟的行程少则几次,多则几百次。同时,毛坯相零件形状规则,便于实现机械化和自动化。
6)冲压零件的质量主要靠冲模保证.所以操作方便,要求的工人技术等级不高,便于组织生产。
7)在大量生产的条件下,产品的成本低。
冷冲压的缺点是模具要求高、制造复杂、周期长、制造费昂贵.因而在小批量生产中受到限制。另外.冲压件的精度决定于模具精度.如零件的精度要求过高、用冷冲压生产就难以达到。









")
")







")