

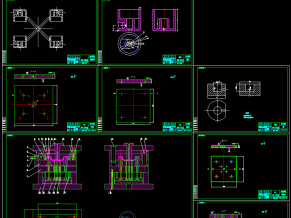
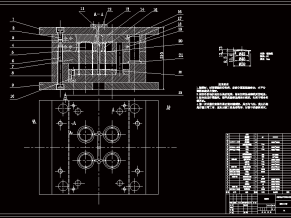
l落料与冲孔复合模装配图1
(全套带图)120X120方形垫片冲压复合模具设计((含全套CAD图纸))
利用模具成型零件的方法,实质上是一种少切削、无切削、多工序重合的生产方法,采用模具成型的工艺代替传统的切削加工工艺,可以提高生产效率,保证零件的质量,节约材料,降低生产成本,从而取得很高的经济效益。从冷冲压方面来看,冷冲压生产过程的主要特征是依靠冲模和冲压设备完成加工,便于实现自动化,生产效率,操作简便。对于普通压力机,每台每分钟可生产几件到几十件冲压件,而高速冲床每分钟可生产百件至千件以上冲压件。冷冲压所获得的零件一般无需进行切削加工,因而是一种节约能源、节约原材料的无(或少)切削加工方法。由于冷冲压所用原料多是表面质量好的板料,冲件的尺寸公差由冲模来保证,所以产品尺寸稳定、互换性好。利用模具的生产优势,通过落料、冲孔两道工序完成零件的加工,能够实现满足零件加工的各项指标。
目录
第1章绪论1
1.1课题研究的主要内容和方案1
1.1.1课题研究的主要内容1
1.1.2课题研究的方案1
1.2研究课题的主要目标和特色1
第2章120X120方形垫片冲压复合模设计1
2.1 120X120方形垫片冲裁工艺性分析1
2.2工件排样与搭边2
2.2.1排样2
2.2.2材料的利用率2
2.2.3搭边2
2.3冲裁间隙3
2.3.1冲裁间隙的选取3
2.4冲压力计算4
2.4.1冲裁力计算4
2.4.2卸料力、推件力和顶出力5
2.5模具压力中心计算6
2.6凸、凹模刃口尺寸计算6
2.6.1凸、凹模刃口尺寸公差计算的原则6
2.6.2凸、凹模刃口尺寸计算的方法7
2.7复合模凹、凸凹模的结构设计11
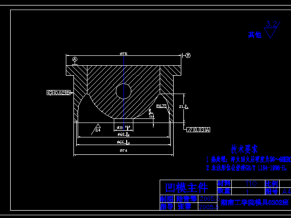
2.7.1凹模11
2.7.2凸凹模外型结构13
2.8复合模总体设计与标准零件选用13
2.8.1模固定板13
2.8.2凸模14
2.8.3凸模垫板16
2.8.4定位零件17
2.8.5卸料装置18
2.8.6推件装置20
2.9模具闭合高度与压力机装模高度的关系23
2.10模架主要零部件23
2.10.1模架23
2.10.2导柱与导套26
2.10.3模座28
2.10.4模柄28
2.11压力机选用原则29
结论30
参考文献31
致谢32

冷冲压模具设计










电池壳的冲压模具设计(含cad图纸)")
")
")
")
")
")
")
")
")
")