

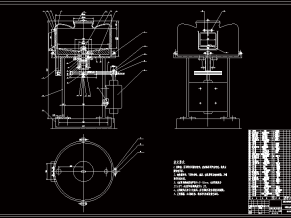
正等测-双频激光干涉仪
数控机床位置精度的检测及补偿全套齐全(含全套CAD图纸)
摘要
随着我国数控装备技术的发展,数控机床作为一种高精度、高效率、稳定性强的自动化加工设备,已经成为机械行业必不可少的现代化装备。数控机床的位置精度是影响其高精度的一个重要方面,因此有必要对数控机床进行位置精度的检测和补偿。本文介绍了我国数控机床的发展状况,数控机床位置精度的概念,误差组成及其检测项目;重点对双频激光干涉仪的检测方法和几种主要的补偿方法进行了研究;同时通过在本校实验室实测一台数控机床所得数据进行例证。
目录
第1章绪论……………………………………………………………………1
1.1数控机床在机械制造业中的位置…………………………………1
1.2我国数控技术发展概况……………………………………………1
1.3数控机床位置精度的检测及补偿的重要性………………………3
1.4本课题主要研究内容………………………………………………3
第2章数控机床的位置精度…………………………………………………4
2.1数控机床位置精度的基本概念……………………………………4
2.1.1定位误差的统计检验方法………………………………4
2.1.2定位精度的确定…………………………………………6
2.1.3实际检测中定位精度的计算……………………………7
2.2机床位置精度的主要检测项目……………………………………7
第3章数控机床位置精度的检测及标准……………………………………12
3.1数控机床位置精度的检测方法……………………………………12
3.1.1成组块规法………………………………………………12
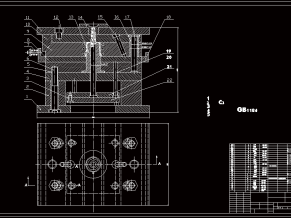
3.1.2线纹尺-显微镜法………………………………………12
3.1.3双频激光干涉仪检测法…………………………………14
3.2线性测量中存在的检测误差………………………………………26
3.2.1死程误差…………………………………………………26
3.2.2余弦误差…………………………………………………27
3.2.3阿贝误差…………………………………………………29
3.2.4材料死程误差……………………………………………31
3.3数控机床位置精度检测的标准……………………………………31
3.3.1国际标准ISO230-2 ……………………………………31
3.3.2国家标准GB10931-89 …………………………………32
第4章数控机床位置精度的补偿……………………………………………34
4.1概述…………………………………………………………………34
4.2电气补偿法…………………………………………………………34
4.2.1反向间隙误差补偿………………………………………34
4.2.2螺距累积误差补偿………………………………………35
4.3软件补偿法…………………………………………………………36
4.3.1反向间隙误差补偿………………………………………37
4.3.2由螺距累积误差等引起的常值系统性定位误差的补偿
37
4.3.3由热变形等引起的变值系统性误差的补偿……………38
第5章立式加工中心MCV-510检测………………………………………40
5.1检测条件……………………………………………………………40
5.1.1检测环境…………………………………………………40
5.1.2检测用的机床……………………………………………40
5.2检测实例……………………………………………………………40
结论……………………………………………………………………47
参考文献…………………………………………………………………… 48
致谢………………………………………………………………………… 51

正等轴-线纹尺显微镜











")


")

