

底座
(全套带图)汽车分动箱体((含全套CAD图纸)
摘要
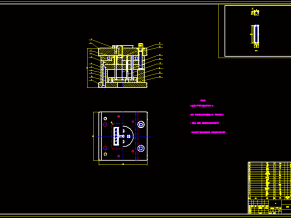
本文是对汽车分动箱体零件加工应用及加工的工艺性分析,选择正确的加工方法,设计合理的加工工艺过程。主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。此外还对汽车分动箱体零件的工序的加工设计了专用夹具。
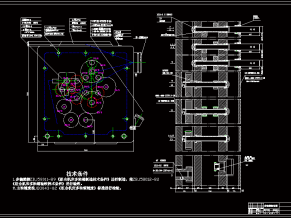
本文主要对汽车分动箱体零件一个侧面上的孔尽可能多地一次加工到位,设计了钻底孔专用夹具设计。采用一面二销定位,手工螺旋夹紧方式,经过验证,稳定可靠,可以应用实践当中。
目录
第1章绪论1
1.1机械加工工艺概述1
1.2机械加工工艺流程1
1.3夹具概述2
1.4机床夹具的功能2
1.5机床夹具的发展趋势3
1.5.1机床夹具的现状3
1.5.2现代机床夹具的发展方向3
1.5课题意义及要求4
第2章零件的分析6
2.1零件的作用6
2.2零件的工艺分析6
第3章工艺规程设计7
3.1毛坯的制造形式7
3.2基准面的选择7
3.2.1粗基准的选择7
3.2.2精基准的选择8
3.3制订工艺路线8
3.3.1工艺线路方案一8
3.3.2工艺路线方案二9
3.3.3工艺方案的比较与分析10
3.4机械加工余量、工序尺寸及毛坯尺寸的确定11
3.4.1工艺路线的拟定11
3.4选择加工设备和工艺装备13
3.4.1机床选用13
3.4.2选择刀具14
3.4.3选择量具14
3.5机械加工余量、工序尺寸及毛坯尺寸的确定14
3.5确定切削用量及基本工时16
4专用夹具的设计26
4.1对夹具的要求26
铣床夹具的设计应特别注意工件定位的稳定性和夹紧的可靠性。 26
(1).有足够的精度和尺寸稳定性。定位装置的设计和布置,应尽量使支承面积大些; 26
(2).导向定位的两个支承钉尽量相距远一些; 26
4.2机床夹具的作用26
4.3箱体类零件定位基准的选择27
应当注意,不管是“一面两孔”还是“三平面”定位,其主要定位面最好采用箱体的设计基准,即箱体在机器中的主要安装面。 28
4.4专用夹具的设计步骤28
4.4.1研究原始资料28
4.4.2确定夹具的结构方案28
4.4.3绘制夹具总装配图28
4.4.4标注夹具总装配图上各部分尺寸和技术要求: 28
4.4.5标注零件编号及编制明细表28
4.4.6绘制夹具零件图,其顺序和绘制总装配图的顺序相同,主要绘制夹具上专用零件的工作图。 29
4.5夹具公差配合及技术条件的制订29
4.5.1制订夹具公差与技术条件的依据: 29
4.5.2制订夹具公差和技术条件的基本原则: 29
4.5.3夹具公差的制订29
4.5.4技术条件的制订1.定位元件之间或定位元件对夹具体底面之间的相互位置要求。 29
4.定位元件与引导元件之间的相互位置要求。 30
4.6夹具整体方案设计30
4.1问题的指出34
5.1车床夹具的主要类型34
5.2车床夹具的设计要点35
5.3定位机构36
4.6.4“一面两销”定位方式计算及选择36
4.6.3切削夹紧力的计算36
4.4定位元件设计37
4.5定位误差分析39
4.8夹具设计及操作的简要说明40
总结41
参考文献42
致谢43

弹簧 A4

回转盘

双头螺柱

压板

配重铁








六冲程汽车发动机曲轴零件的工艺与夹具设计(含cad图纸)")
X型载重汽车变速箱的三维结构设计(含CAD图纸)")



(设计图纸+说明书)")
")
的设计齐全(含CAD图纸)")
")
")