

端盖工艺及典型工序夹具装配图
(全套带图)端盖工艺及典型工序夹具设计(含全套CAD图纸)
2.2端盖加工的主要问题和工艺过程设计所应采取的相应措施
由以上分析可知。该端盖零件的主要加工表面是平面及孔系。一般来说,保证平面的加工精度要比保证孔系的加工精度容易。因此,对于端盖来说,加工过程中的主要问题是保证孔的尺寸精度及位置精度,处理好孔和平面之间的相互关系。
由于的生产量很大。怎样满足生产率要求也是加工过程中的主要考虑因素。
2.2.1孔和平面的加工顺序
端盖类零件的加工应遵循先面后孔的原则:即先加工端盖上的基准平面,以基准平面定位加工其他平面。然后再加工孔系。端盖的加工自然应遵循这个原则。这是因为平面的面积大,用平面定位可以确保定位可靠夹紧牢固,因而容易保证孔的加工精度。其次,先加工平面可以先切去铸件表面的凹凸不平。为提高孔的加工精度创造条件,便于对刀及调整,也有利于保护刀具。
端盖零件的加工工艺应遵循粗精加工分开的原则,将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。
目录
第1章绪论1
第2章加工工艺规程设计2
2.1零件的分析2
2.1.1零件的作用2
2.2端盖加工的主要问题和工艺过程设计所应采取的相应措施3
2.2.1孔和平面的加工顺序3
2.2.2孔系加工方案选择3
2.3端盖加工定位基准的选择4
2.3.1粗基准的选择4
2.3.2精基准的选择4
2.4端盖加工主要工序安排4
2.5机械加工余量、工序尺寸及毛坯尺寸的确定6
2.6确定切削用量及基本工时(机动时间) 7
2.7时间定额计算及生产安排14
第3章钻孔夹具设计16
3.1设计要求16
3.2夹具设计17
3.2.1定位基准的选择17
3.2.2切削力及夹紧力的计算17
3.3定位误差的分析18
3.4钻套、衬套、钻模板设计与选用19
3.5夹具设计及操作的简要说明20
总结21
参考文献22
致谢23

工序卡

工序卡.最终结果

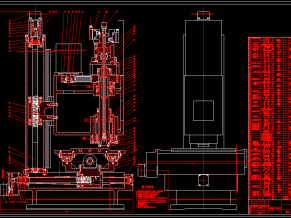
夹具图

零件图

毛胚





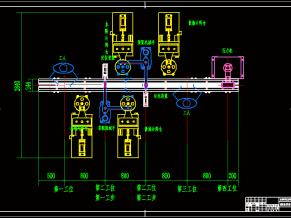










立柱联轴器座工艺和钻铣2道典型工序夹具设计(含CAD图纸)")
")
")
")
![模具专业设计-灭火器端盖塑料注射模设计[抽芯]带CAD图纸](http://img.jixie5.com/d/file/2017/01/22/f784e39bea34b395d98fbeb790c1d575.png@!l "模具专业设计-灭火器端盖塑料注射模设计[抽芯]带CAD图纸")


![模具专业设计-复印机小端盖注塑模具设计[斜顶]带CAD图纸](http://img.jixie5.com/d/file/2017/01/21/94033ebc8b61de732fb8b1b28693fbdc.png@!l "模具专业设计-复印机小端盖注塑模具设计[斜顶]带CAD图纸")

![模具专业设计-塑料端盖注射模具设计[抽芯]带CAD图纸](http://img.jixie5.com/d/file/2017/01/20/e52c83e878e1c18351437abbe8bad676.gif@!l "模具专业设计-塑料端盖注射模具设计[抽芯]带CAD图纸")