

ST型减速器主机座箱体加工工艺规程夹具设计(含CAD图纸和WORD说明书)
摘要
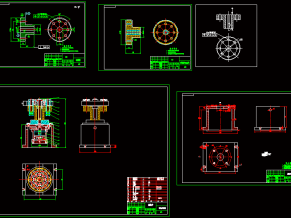
本文是在ST型减速器主机座箱体的图样分析后进行ST型减速器主机座箱体的机械加工工艺路线的设计,同时按照其中的加工工序的要求设计夹具。
ST型减速器主机座箱体的主要加工内容是表面和孔。其加工路线长,加工时间多,加工成本高,零件的加工精度要求也高。按照机械加工工艺要求,遵循先面后孔的原则,并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以底面作为粗基准,以底面与两个工艺孔作为精基准,确定了其加工的工艺路线和加工中所需要的各种工艺参数。
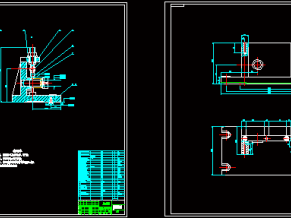
在零件的夹具设计中,主要是根据零件加工工序要求,分析应限的自由度数,进而根据零件的表面特征选定定位元件,再分析所选定位元件能否限定应限自由度。确定了定位元件后还需要选择夹紧元件,最后就是确定专用夹具的结构形式。
目录
摘要I
ABSTRACT II
目录III
第1章绪论1
1.1本课题的研究内容和意义1
1.2国内外的发展概况2
1.3本课题应达到的要求3
第2章ST型减速器主机座箱体的图样分析4
2.1 ST型减速器主机座箱体的作用4
2.2 ST型减速器主机座箱体的图样分析5
2.3工艺分析5
第3章工艺规程设计7
3.1确定毛坯的制造形式7
3.2定位基准的选择8
3.2.1粗基准的选择8
3.2.2精基准的选择9
3.3拟定工艺路线10
3.3.1划分加工阶段10
3.3.2安排加工顺序11
3.3.3拟定加工工艺路线12
3.4机械加工余量、工序尺寸及毛坯尺寸的确定14
3.5切削用量及工时定额的确定15
第4章ST型减速器主机座箱体铣面夹具设计28
4.1指出存在的问题28
4.2夹具设计28
4.2.1夹具体设计28
4.2.2定位基准的选择28
4.2.3定位方案和元件设计28
4.2.4定位误差的计算29
4.2.5夹紧力计算30
4.2.6夹紧机构的设计31
4.2.7定向键与对刀装置设计32
4.2.8确定夹具体结构尺寸和总体结构34
4.2.9夹具设计及操作的简要说明35
第5章镗Φ100、Φ52、Φ62内孔圆及台阶端面夹具设计36
5.1研究原始质料36
5.2定位、夹紧方案的选择36
5.3切削力及夹紧力的计算36
5.4误差分析与计算38
5.5夹具设计及操作的简要说明39
第6章结论与展望40
6.1结论40
6.2不足之处及未来展望40
致谢41
参考文献42
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!













工艺-回转盘工艺规程设计及镗孔工序夹具设计")
工艺立式升降台铣床拔叉壳体工艺规程制订")
工艺铣床主轴机械加工工艺规程与钻床夹具设计")
工艺数控车床主轴和箱体加工编程")
二级减速器设计(含CAD图纸和WORD说明书)")
工艺采煤机右摇臂壳体的加工工艺规程及数控编程")
工艺采煤左牵引部机壳的加工工艺规程及数控编程")
工艺-“填料箱盖”零件的工艺规程及钻孔夹具设计")
车床拨叉零件的机械加工工艺规程及夹具设计")