

箱体机械加工工艺及工装夹具设计(含CAD图纸和WORD说明书)
摘要
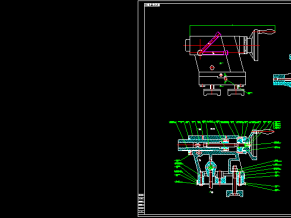
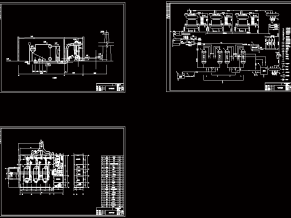
本设计是基于箱体零件的加工工艺规程及一些工序的专用夹具设计。箱体零件的主要加工表面是平面及孔系。一般来说,保证平面的加工精度要比保证孔系的加工精度容易。因此,本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证孔系加工精度。基准选择以箱体的输入轴和输出轴的支承孔作为粗基准,以顶面与两个工艺孔作为精基准。主要加工工序安排是先以支承孔系定位加工出顶平面,再以顶平面与支承孔系定位加工出工艺孔。在后续工序中除个别工序外均用顶平面和工艺孔定位加工其他孔系与平面。支承孔系的加工采用的是坐标法镗孔。整个加工过程均选用组合机床。夹具选用专用夹具,夹紧方式多选用气动夹紧,夹紧可靠,机构可以不必自锁,因此生产效率较高,适用于大批量、流水线上加工,能够满足设计要求。
目录
摘要II
ABSTRACT III
第1章绪论3
1.1机械加工工艺概述3
1.2机械加工工艺流程3
1.3夹具概述4
1.4机床夹具的功能4
1.5机床夹具的发展趋势5
1.5.1机床夹具的现状5
1.5.2现代机床夹具的发展方向5
第2章加工工艺规程设计7
2.1零件的分析7
2.1.1零件的作用7
2.1.2零件的工艺分析7
2.2箱体加工的主要问题和工艺过程设计所应采取的相应措施7
2.2.1孔和平面的加工顺序7
2.2.2孔系加工方案选择8
2.3箱体加工定位基准的选择8
2.3.1粗基准的选择8
2.3.2精基准的选择9
2.4箱体加工主要工序安排9
2.5机械加工余量、工序尺寸及毛坯尺寸的确定12
2.6确定切削用量及基本工时(机动时间)[3] 13
2.7时间定额计算及生产安排20
第3章夹具设计25
3.1研究原始质料25
3.2定位、夹紧方案的选择25
3.3切削力及夹紧力的计算25
3.4误差分析与计算27
3.5夹紧装置的选用28
3.6夹具设计及操作的简要说明28
总结29
参考文献30
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!











")
")
")
")
")
")
")
")
")
")