

夹具装配图
105系列高速柴油机连杆零件的机械加工工艺规程及夹具设计(全套资料含CAD图纸)
摘要
连杆是活塞式发动机和压缩机的重要零件之一,其大头孔与曲轴连接,小头孔通过活塞销与活塞连接,其作用是使活塞的往复运动转变成曲轴的旋转运动,它是柴油机关键传动件之一。连杆要承受内燃机的爆发力、压缩力和连杆往复运动的惯性力、拉伸力。因此对连杆的强度、刚度有很高的要求。又连杆与曲轴和活塞销连接,并且它们之间存在相对转动,因此对连杆大小头孔的加工要求是很高的。本文主要论述了连杆的加工工艺及其夹具设计。连杆的尺寸精度、形状精度以及位置精度的要求都很高,而连杆的刚性比较差,容易产生变形,因此在安排工艺过程时,就需要把各主要表面的粗精加工工序分开。逐步减少加工余量、切削力及内应力的作用,并修正加工后的变形,就能最后达到零件的技术要求。
目录
一、任务书
二、零件工艺性分析
2.1零件技术条件分析
2.2毛坯选择以及加工
2.3机械加工工艺路线确定
2.4连杆的机械加工工艺过程分析
2.4.1工艺过程的安排
2.4.2定位基准的选择
2.4.3确定合理的夹紧方法
2.5连杆基本加工工序
2.5.1连杆两端面的加工
2.5.2连杆大、小头孔的加工
2.5.3连杆螺栓孔的加工
2.5.4连杆体与连杆盖的铣开工序
2.5.5大头侧面的加工
2.6工序尺寸以及公差的的计算
2.6.1切削用量的选择原则
a)粗加工时切削用量的选择原则
b)精加工时切削用量的选择原则
2.6.2确定各工序的加工余量
2.6.3确定工序尺寸及其公差
三、 XX号工序加工说明书
3.1工序尺寸精度分析
3.2确定加工余量
3.3夹具、定位如CAD图
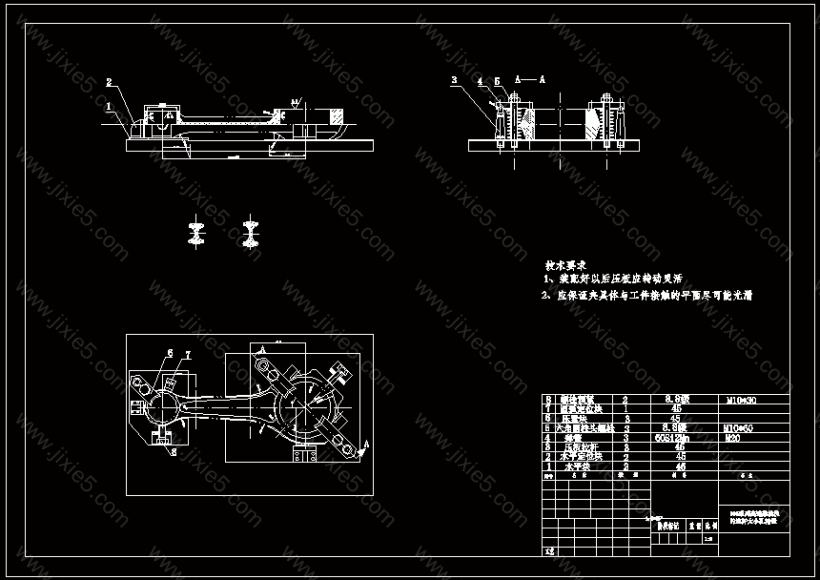
大小孔精镗装配图

连杆零件图
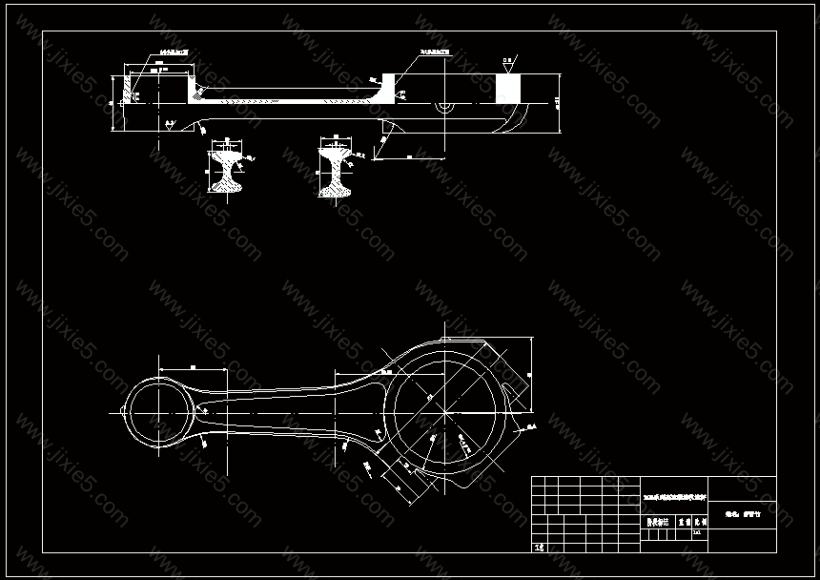
连杆零件图

毛坯
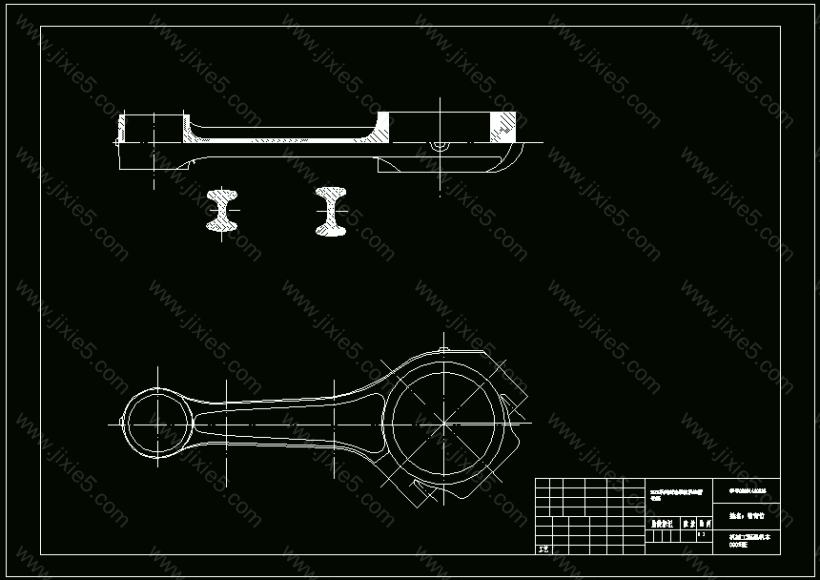
毛坯图













")
")
")
")
")
(资料含CAD图纸)")
海马台灯底座注塑模资料")
6110型柴油机总体设计")
4110型柴油机总体设计")
