

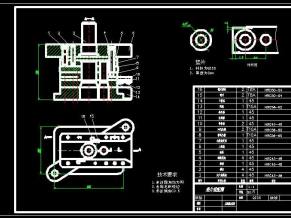
装配图-A0
轴端盖罩冷冲压工艺及模具设计【全套设计含CAD图纸】
摘要
冲压生产是一种先进的金属加工方法。它是利用模具和冲压设备对板材金属进行加工,通过冲压生产可以获得所属要的零件形状和尺寸。本课题是轴端盖罩零件的冲压模具的设计,本产品外形是圆形,根据设计零件的尺寸、材料、生产批量等要求,分析零件的工艺性,根据工件的形状和批量,对模寿命有一定要求,故采用有废料排样方法,确定冲裁工艺路线方案,从而设计一套复合模具,本次模具选取的是简单的二次拉深工艺模,综合考虑冲压件的形状特点、尺寸大孝精度要求及冲压设备与制模条件,操作方便与安全。模具1:落料拉深复合模和模具2:第2次拉深模,第一副模具是落料拉深复合模,卸料采用弹性(弹簧)卸料结构,工件采用推件块刚性推出,推出机构装在上模部份,压边装置装在下模部份,采用弹性(弹簧)结构,同时也起向上推件作用。条料采用手动送料装置,样时工件之间以及工件与条料侧边之间留下的余料叫做搭边。搭边的作用是补偿定位误差,保证冲出合格的工件。还可以使条料有一定的刚度,便于送进。由于第一副模具是落料拉深复合模,只需考虑落料的排样,故采用单排直排方式。
采用单排直排方式在保证工件的尺寸和形状位置精度要求的同时,尽量的提高材料的利用率和生产效率。随着计算机技术的不断发展,采用CAD/CAE/CAM一体化技术可以准确、快速的完成模具设计制造。本文主要是介绍说明了轴端盖罩零件成形的各个工序及其模具的设计及尺寸计算,在结构设计的同时,对主要零件的设计和装配要求技术进行了分析。设计时考虑到模具设计合理、简单,便于制造和修模,有利于缩短模具生产制造周期,降低成本。
目录
摘要III
Abstract IV
目录V
1绪论1
1.1本课题的研究内容和意义1
1.2国内外的发展概况3
1.3本课题应达到的要求5
2冲压工艺设计6
2.1冲压件简介6
2.2冲压件的工艺性分析8
2.3冲压工艺方案的确定10
2.4冲压工艺计算11
2.4.1工件的毛坯尺寸计算11
2.4.2工序分析12
2.4.3拉深尺寸计算13
2.4.4工序汇总17
2.4.5各工序尺寸公差的确定17
2.5产品所需模具17
3落料拉深模设计20
3.1模具结构20
3.2确定其搭边值20
3.3确定排样图21
3.4材料利用率计算22
3.5凸、凹模刃口尺寸的确定22
3.5.1落料部份凸、凹模刃口尺寸的确定22
3.5.2拉深凸、凹模工作部分尺寸及其公差24
3.6落料拉深复合模冲压力25
3.6.1落料部分冲压力25
3.6.2拉深部分冲压力26
3.6.3落料拉深复合模总冲压力27
3.7压力机选用27
3.8压力中心计算29
3.9落料拉深模主要零部件的结构设计29
3.9.1落料凹模的结构设计29
3.9.2落料凸模的结构设计31
3.9.3条料定位零件的设计31
3.9.4落料卸料板设计32
3.9.5凸凹模(落料凸模)固定板设计32
3.9.6凸凹模(落料凸模)垫板设计33
3.9.7拉深凹模的结构设计34
3.9.8拉深凸模设计35
3.9.9压边圈设计35
3.9.10推件块设计36
3.10标准件确定36
3.10.1模架确定36
3.10.2弹性组件设计37
3.10.3卸料螺钉确定38
3.10.4上模螺钉确定38
3.10.5上模销确定38
3.10.6下模螺钉确定38
3.10.7下模销确定38
3.10.8模柄确定39
3.10.9推杆确定39
3.10.10模柄上固定螺钉的确定39
3.10.11拉深凸模上固定螺钉的确定39
3.10.12下模推杆的确定39
3.10.13弹顶器的确定39
3.11模具闭合高度、校验压力机40
4二次拉深模具设计41
4.1确定模具的结构形式41
4.1.1正、倒装结构的选择41
4.1.2工件定位方式选择42
4.1.3推件方式的选择42
4.1.4压边方式的选择42
4.1.5导向方式的选择42
4.2拉深凸、凹模工作部分尺寸的确定42
4.2.1拉深凸、凹模刃口尺寸确定原则42
4.2.2拉深凸、凹模工作部分尺寸和公差42
4.3二次拉深模的冲压力计算43
4.3.1拉深力43
4.3.2压边力43
4.3.3拉深部分总冲压力44
4.4压力机选用44
4.5压力中心计算44
4.6拉深模主要零部件的结构设计44
4.6.1拉深凹模的结构设计44
4.6.2拉深凸模设计45
4.6.3压边定位圈设计46
4.6.4推件块设计47
4.6.5限位装置设计47
4.7标准件确定48
4.7.1模架确定48
4.7.2上模螺钉确定48
4.7.3上模销确定48
4.7.4模柄确定49
4.7.5模柄防转紧定螺钉的确定49
4.7.6带螺纹推杆的确定49
4.7.7带螺纹推杆螺母的确定49
4.7.8弹性元件设计49
4.7.9弹顶器的确定50
4.7.10拉深凸模上固定螺钉的确定50
4.7.11带肩推杆的确定50
4.8模具闭合高度、校验压力机50
5结论与展望52
5.1结论52
5.2不足之处及未来展望52
致谢53
参考文献54

拉深凸模-A4

上模座-A2

推件块-A4

下模座-A2

限位销-A4

定位圈-A4

制件图-A4
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!










")



")




