

本设计主要完成减速器箱体加工工艺及装备设计。组合机床工艺规程设计、总体设计、夹具设计。其中工艺规程的设计包括生产纲领、生产类型、毛坯及加工余量的确定;总体设计包括“三图一卡”的设计;夹具设计包括选择定位方式及定位元件、确定夹紧、导向装置,液压缸的设计及夹紧力的计算。
零件的机械加工、热处理、表面处理,部件和产品的装配等是直接改变毛坯的形状、尺寸、相对位置和性能的过程,称为机械制造工艺过程,简称工艺过程。工艺过程是生产过程的主要组成部分,其中零件的机械加工是采用合理有序安排的各种加工方法逐步地改变毛坯的形状、尺寸和表面质量使其成为合格零件的过程。夹具设计包括选择定位方式及定位元件、确定夹紧。
组合机床是以通用部件为基础,配以按工件特定形状和加工工艺设计的专用部件和夹具,组成的半自动或自动专用机床。由于通用部件已经标准化和系列化,可根据需要灵活配置,能缩短设计和制造周期。因此,组合机床兼有低成本和高效率的优点,在大批、大量生产中得到广泛应用,并可用以组成自动生产线。
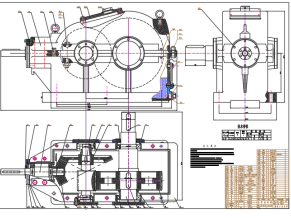
通过对变速箱体零件图的分析,制定其工艺过程,确定组合机床形式,绘制三图一卡;以及对专用部件多轴箱的设计。
组合机床的数量和品种正在日益增长,它们已在我国机械制造工业上得到广泛应用。
目录
摘要1
Abstrac 2
目录4
前言6
1机械加工工艺规程7
1.1计算生产纲领,确定生产类型7
1.2审查零件图的工艺性7
1.3选择毛坯7
1.4工艺过程设计8
1.5机械加工余量及毛坯尺寸的确定11
1.6工序设计(镗削)及切削用量的确定11
1.7组合机床切削力、转矩及功率的计算13
2组合机床总体设计16
2.1被加工零件工序16
2.2加工示意图16
2.3机床联系尺寸总图18
2.4机床生产率计算卡20
3多轴箱的设计22
3.1多轴箱设计的原始依据22
3.2主轴的形式与直径的确定和多轴箱所需动力计算23
3.3传动系统的设计与计算25
3.4多轴箱坐标计算37
3.5各轴配件明系表38
4组合机床夹具的设计40
4.1选择定位基准及确定定位元件41
4.2确定夹紧装置41
4.3导向装置的设计42
4.4底座(夹具体)的设计43
4.5液压缸的设计44
4.6夹紧力44
5经济性技术分析46
结束语49
参考文献50
致谢辞51
附录一53
附录二60
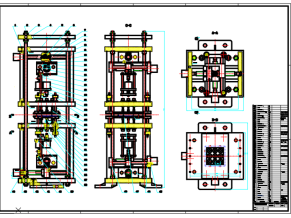














设计图纸")
组合机床多轴箱设计图纸")


组合机床多轴箱设计CAD图纸")

