

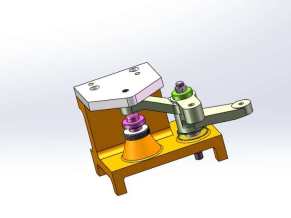
A2-检具装配图
零件的作用
我设计的零件是16V240柴油机的进气门,气阀的作用是专门负责向柴油机内输入燃料并排出废气。气阀主要分为三个部分材料组成,气门体采用的材料是耐热钢,主要是要保证其耐高温性能,还要采用固溶时效热处理,碳化物分布均匀,保证成品晶粒度4级以上。阀面堆焊一层钴铬钨合金,在高温下具有很强的耐磨,耐腐蚀,耐冲击及高的蠕变强度,对气门寿命至关重要,堆焊层硬度为HRC40~49。小头杆端焊钢片,钢片表面高频淬火,有效提高小头端的耐冲击点蚀性能。
零件材料为耐热钢,考虑到气阀在柴油机工作时不停地运动,同时承受高温的燃气,故零件在运用过程中经常承受交变及冲击性载荷,因此应该选用锻件,以便使金属纤维尽量不被切断,保证零件工作可靠。由于零件年产量为5000件,已达成批生产的水平,而且零件的轮廓尺寸不大,可以采用模锻成型,这从提高生产率,保证加工精度上考虑,也是应该的。
工序一固溶、时效处理
工序二阀杆校直
工序三切定长
工序四焊钢片
工序五杆端切定长、倒角90°
工序六粗磨阀杆
工序七彷堆焊槽、R颈部
工序八阀面堆焊
工序九半成品探伤
工序十去应力退火
工序十一车阀面堆焊层
工序十二半精车底平面、盘外圆、打中心孔
工序十三半精磨阀杆
工序十四精磨盘外圆
工序十五精车锁夹槽、倒R2角
工序十六粗磨R颈部
工序十七精磨R颈部
工序十八精磨阀杆
工序十九阀杆辉光离子氮化
工序二十杆端高频淬火
工序二十一粗磨阀面
工序二十二精车底平面
工序二十三精磨阀面
工序二十四阀杆抛光
工序二十五精磨杆端平面
工序二十六成品渗透探伤
以上工艺过程详见本指导书机械加工工序卡片

A4-零件图

A4-毛坯图

工序图


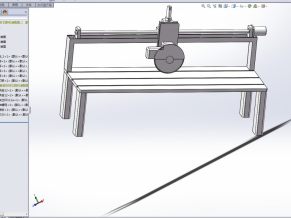













组合机床多轴箱设计图纸")



