

A0-装配图
目录
1序言2
2四方法兰工艺设计4
2.1.1零件的作用4
2.1.2零件的工艺分析4
2.2四方法兰加工的主要问题和工艺过程设计所应采取的相应措施5
2.2.1确定毛坯的制造形式5
2.2.2基面的选择5
2.2.3确定工艺路线5
2.2.4机械加工余量、工序尺寸及毛坯尺寸的确定6
2.2.5确定切削用量7
2.2.6确定基本工时15
2.3小结16
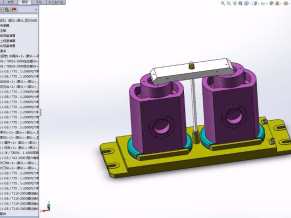
3四方法兰钻孔夹具设计16
3.1定位基准和定位元件的选择16
3.2切削力的计算与夹紧力分析17
3.3夹紧元件及动力装置确定18
3.4夹具设计及操作的简要说明18
总结19
参考文献....................................................20
由于本设计规定零件为中批量生产,应该采用调整法加工,因此计算最大与最小余量时应按调整法加工方式予以确定。
为了中批量生产切长780mm的料一次性可以做6件,节省工序也节省时间。
1)加工外轮廓面,由于是带锯床下料较为粗糙,上车床车外圆面,只需粗加工即可,外形状大致即可,表面要求不高。
2)上下面加工。由于上下表面有粗糙度要求12.5。只需一次粗加工即可,上下面留余量2-3mm。
3)加工中间孔Φ80锥孔,此孔为基准孔,所以要求较高,采用多次加工孔达到孔的精度要求,先用小钻头上车床即38钻头,再用φ50钻头扩至中间Φ50,然后用内孔车刀精车内圆锥孔φ80,以此达到中间孔要求,加工孔前留余量2-3mm。
4)加工8-Φ24锥孔,八孔要求精度较高,采用中心钻先打孔,然后小钻头钻孔,最后用Φ24铰刀铰孔,以此达到加工精度要求。

A2-四方法兰零件图

A2-四方法兰毛坯图

四方法兰工序图
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!











机械加工工艺及夹具设计【镗φ60和φ30内孔】(CAD图纸+工序卡+工艺卡+说明书)")
")
")
")





SolidWorks设计")