

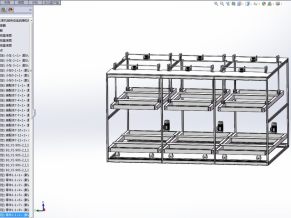
A0-导向条转弯夹具装置
转弯机输送带导向条装配夹具的性能参数要求
1)铝合金条和PE条整合在一起
2)圆弧R200外圆
3)直段长度314.2mm
4)工作台安装孔M12
5)抓手靠气动
6)压紧气缸行程40mm
导向条PE条和铝合金条按R200圆弧计算整展开长度为314.2毫米,将裁剪好的PE条放入定位夹具上,操作者将裁好的铝合金条手动装入PE条,将PE条和铝合金条整合在一起,此次过程只需要人工将铝合金条插入PE条的相应位置即可,定位夹具只是起固定导向条的作用。
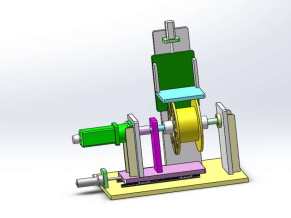
PE条和铝合金条整合为一起后,要对其进行折弯,靠人工用力弯虽然可以实现,但生产效率不高。所以采用一定位夹具是将直段的导向条装入,然后自动折弯装置中的气动抓手抓住导向条一端,随着压紧气缸顶住导向条,然后随着电机带动齿轮传动使得将导向条压弯按一个圆弧段走出,这样折弯导向条即可实现。
摘要
本文论述了转弯机输送带导向条装配夹具的设计过程。设计在保证安全的前提下,力求简洁紧凑。该设计主要由导向条定位夹具和导向条折弯夹具装置:定位夹具即为导向条平直段时的定位夹具,折弯夹具靠自动折弯成型。该转弯机输送带导向条装配夹具使用可以实现导向条自动折弯,并且人工可以单班多次工作,具有机构简单,效率高,使用方便的特点。
关键词:定位夹具;自动折弯夹具;自动折弯成型
目录
1引言1
1.1设计要求1
1.1.1技术要求1
1.1.2设计内容1
1.1.3主要研究内容1
1.2设想方桉2
1.2.1初步方桉构想2
1.2.2方桉的调整与确定2
2设计方桉简述3
3转弯机输送带导向条装配夹具的结构设计4
3.1定位夹具的设计4
3.2折弯夹具的设计5
3.3传动机构的设计7
3.4自动折弯机构的设计8
4电控及气动系统设计13
结论25
致谢26
参考文献27

A0-电机安装支架

A1-摆杆

A1-定位夹具

A2-齿轮连接板

A2-导向条

A3-齿轮

A3-压紧气缸

A3-抓手

A4-传动齿轮

A4-挡圈

A4-小轴

A4-压紧气缸连接板

A0-导向条定位夹具

A0-导向条转弯夹具














")







