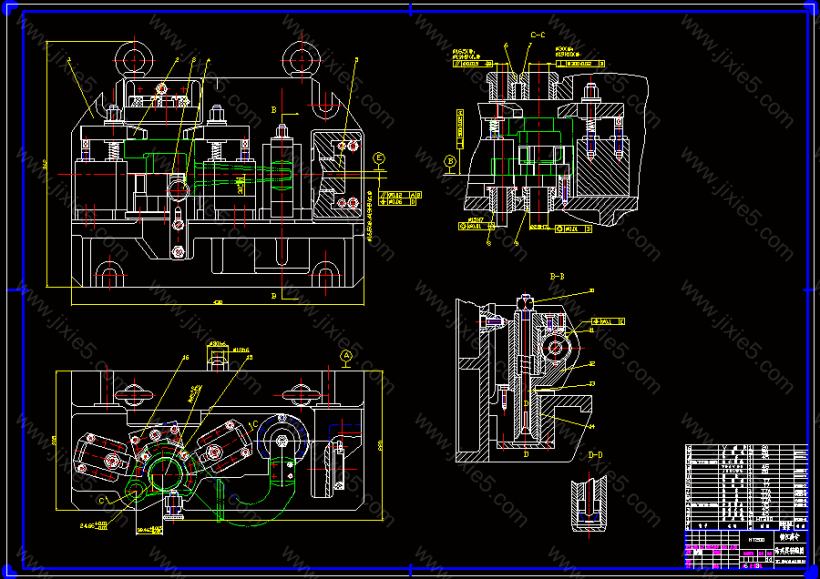
A0钻夹具装配图
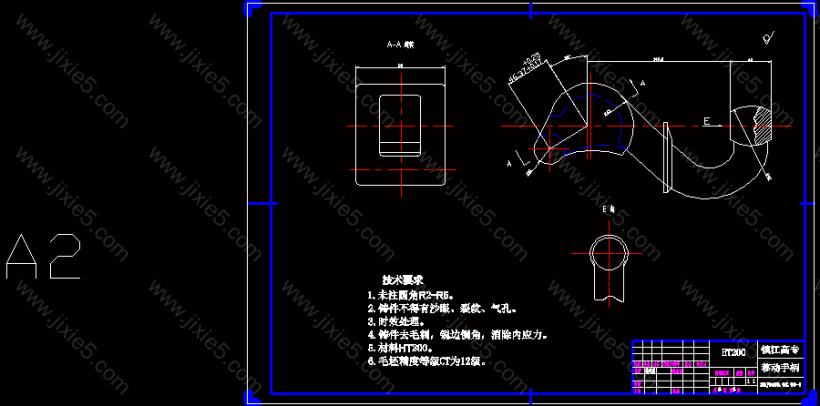
该零件为手柄。φ42H7的孔和φ35H7,φ20H7的孔是用来装入轴类零件由动力源提供动力通过手柄,有孔和轴的配合传递动力。宽为35+0.34的槽也是套入且有一定配合关系的零件来传递动力。
根据毛坯材料确定毛坯为铸件,又由题目已知零件的生产纲领一2000件/年
生产类型为成批生产中的中批生产,毛坯的铸造方法选用砂型手工造型.又由于手柄中有内腔,均铸出,故还应放型心,此外为消除应力,铸造后应安排人工时效.
摘要现代机械加工行业发生着深刻的结构性变化,工艺工装的设计与改良已成为企业生存和发展的必要条件。工艺工装的设计与改良直接影响着连杆盖的质量与性能。连杆盖行业作为一个传统而富有活力的行业,近十几年取得了突飞猛进的发展。在新经济时代,连杆盖行业呈现了新的发展趋势,由此对其连杆盖质量、性能产生了新的变化。
本文首先介绍了连杆盖的作用和工艺分析,其次确定毛坯尺寸,然后进行了工艺规程设计,最后对第30道工序和第50道工序进行了夹具设计
关键词:工艺分析工艺规程设计夹具设计
目录
引言………………………………………………………………………………… 3
第一章零件的分析…………………………………………………………… 3
1.1零件的作用……………………………………………………………… 3
1.2零件的工艺分析………………………………………………………… 3
第二章确定毛坯,画毛坯图……………………………………………… 4
第三章工艺规程设计……………………………………………………… 5
3.1定位基准的选择………………………………………………………… 5
3.2加工工艺路线…………………………………………………………… 6
3.3选择加工设备及刀具,夹具,量具…………………………………………7
3.4加工工序设计………………………………………………………………7
第四章夹具设计…………………………………………………………… 11 4.1第30道工序的夹具设计………………………………………………11
4.1.1确定设计方案…………………………………………………………11
4.1.2计算夹紧力并确定螺杆的直径………………………………………12
4.1.3定位精度分析………………………………………………………… 12
4.2第50道工序的夹具设计……………………………………………… 13
4.2.1确定设计方案………………………………………………………… 13
4.2.2定位精度分析………………………………………………………… 13
结论………………………………………………………………………………… 14
致谢………………………………………………………………………………… 15
参考文献…………………………………………………………………………… 16
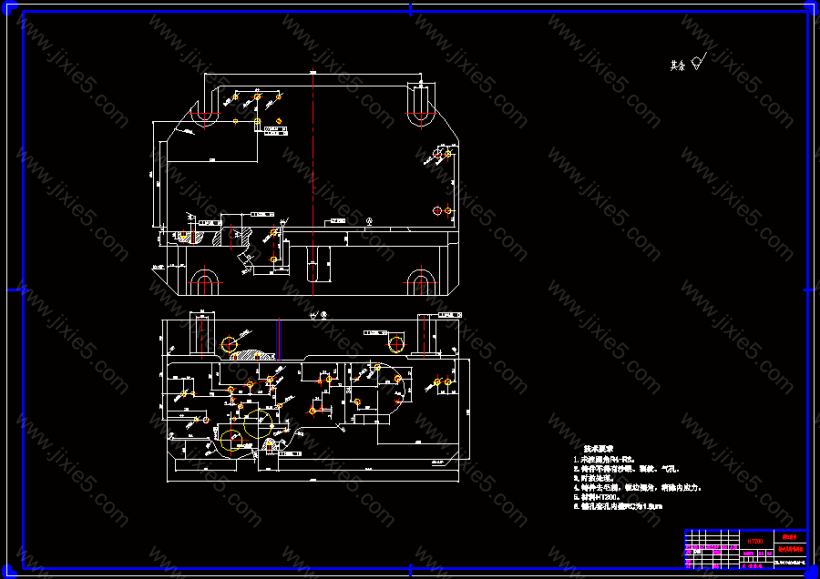
A1夹具体
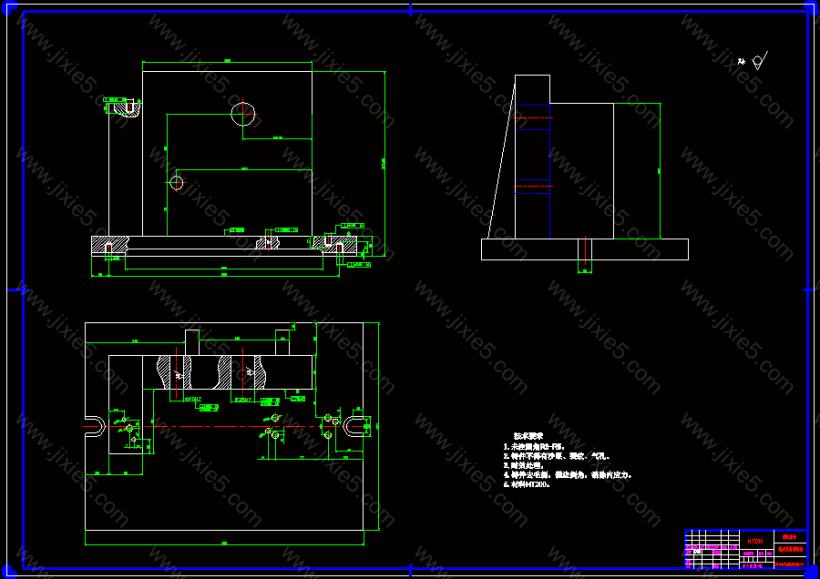
A1夹具体2

A1铣夹具装配图
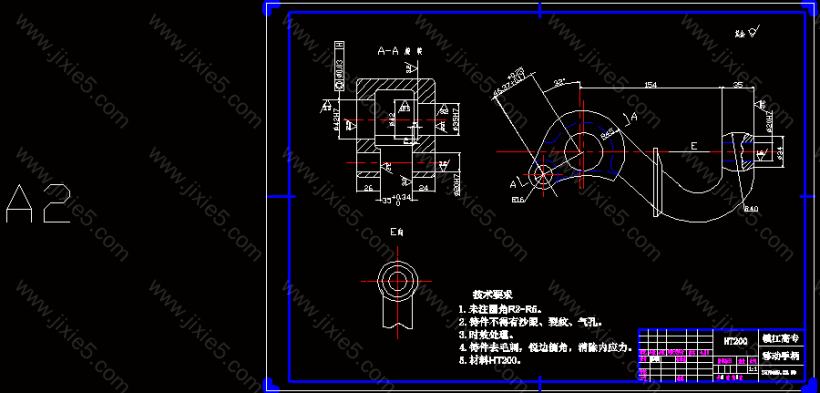
A2零件图
A2毛坯图
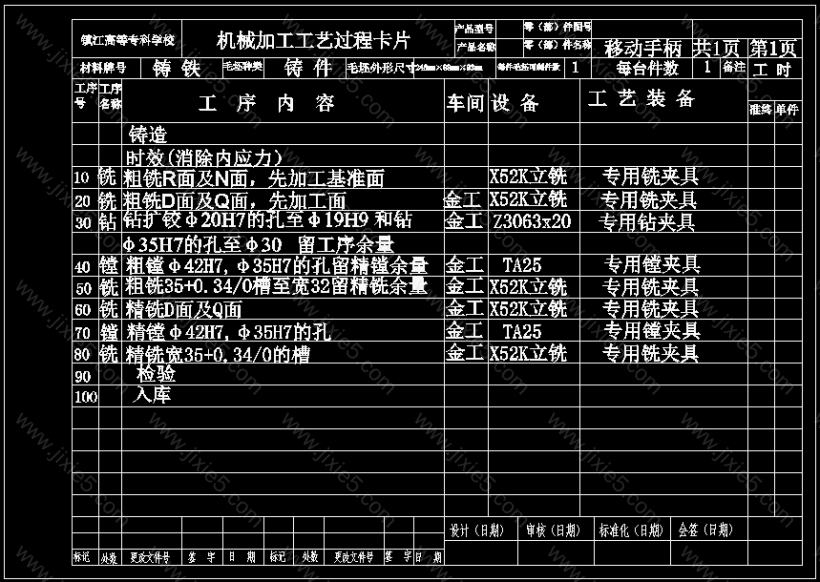
机械加工工艺过程卡片
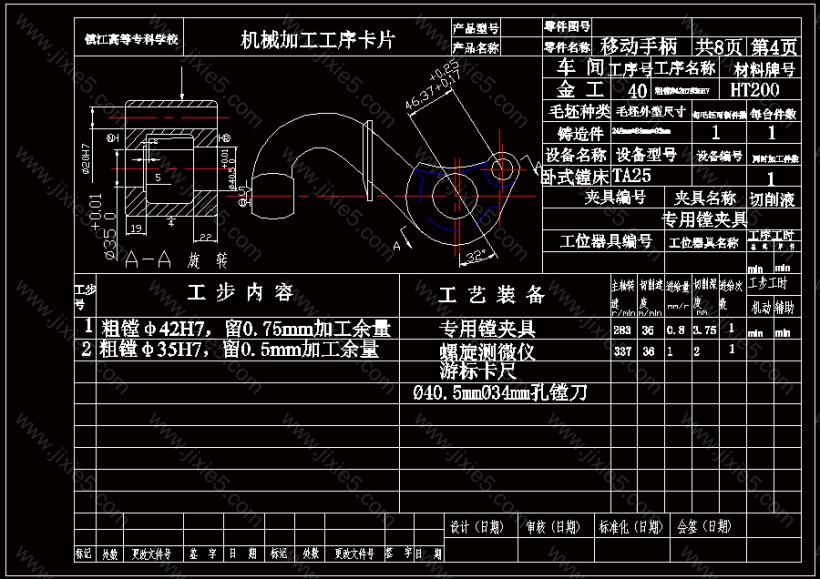
粗镗40
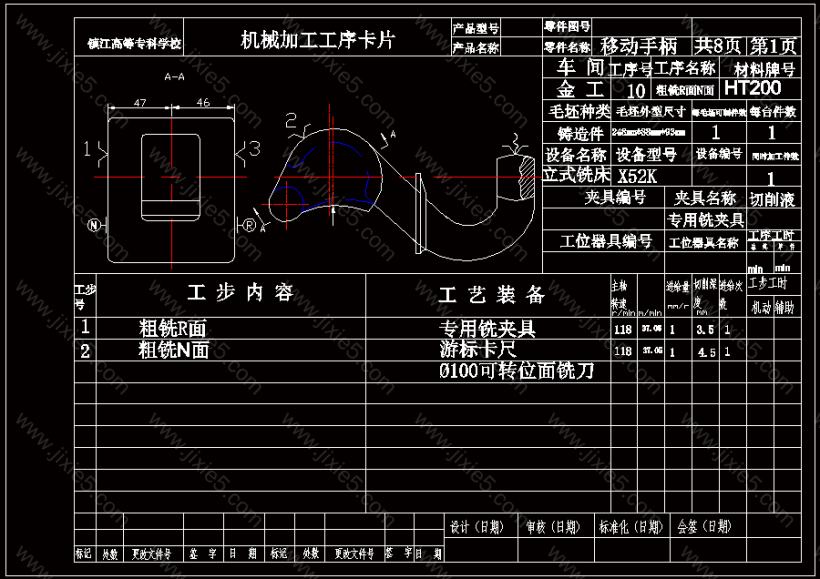
粗铣10

粗铣20

粗铣槽50
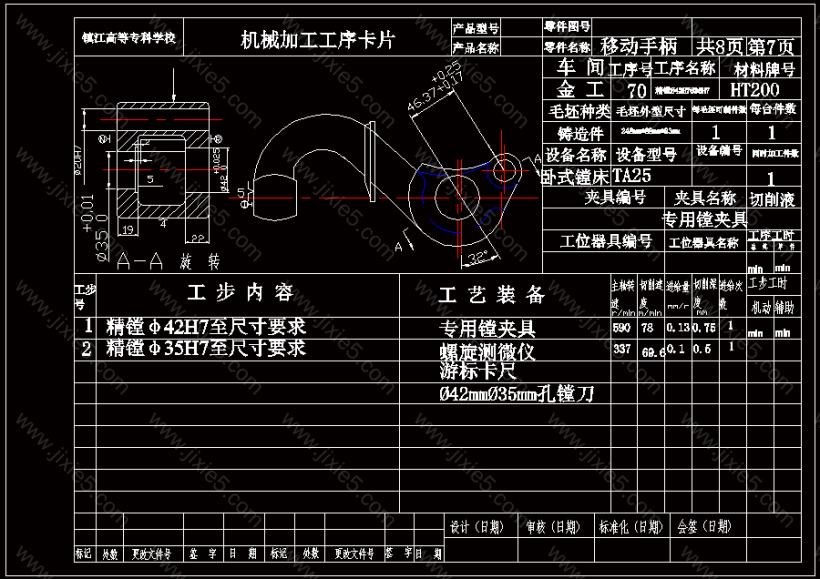
精镗70

精铣60

精铣80
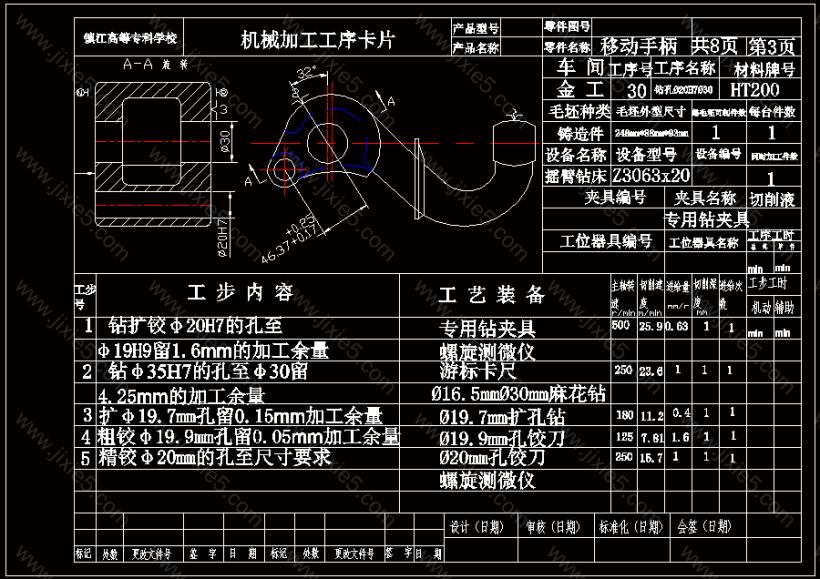
钻孔30