装配图(A1)
本设计是CA6140车床拨叉831003零件的加工工艺规程及一些工序的专用夹具设计。CA6140拨叉零件的主要加工表面是平面、孔、槽和螺纹孔。一般来说,机械加工工序先后顺序一般遵循先加工定位基面,再加工其他表面;先加工主要表面,后加工次要表面;先安排粗加工工序,后安排精加工工序;先加工平面,后加工孔。选择右端R20的端面,上顶端40×80的面和右侧75×80的面为粗基准,选择为花键孔和72×40的端面为粗基准。先粗铣75×40的左端面,精铣75×40的左端面直至符合表面粗糙度要求;接着钻、扩φ22的花键孔,锪两端倒角2×30;然后拉花键,保证精度要求;再粗铣、精铣沟槽,粗、精铣上平面至符合表面粗糙度要求;然后钻攻2-M8螺纹孔、钻φ5圆锥孔。最后去毛刺、清洗、终检。
目录
设计总说明I
1零件的分析1
零件的作用1
2工艺规程的设计1
2.1确定毛坯的制造形式1
2.2基面的选择1
2.3制订工艺路线2
2.4机械加工余量、工序尺寸及毛坯尺寸的确定2
2.5确定切削用量及基本工时3
3夹具设计10
3.1问题的提出10
3.2夹具设计10
结束语13
参考文献14
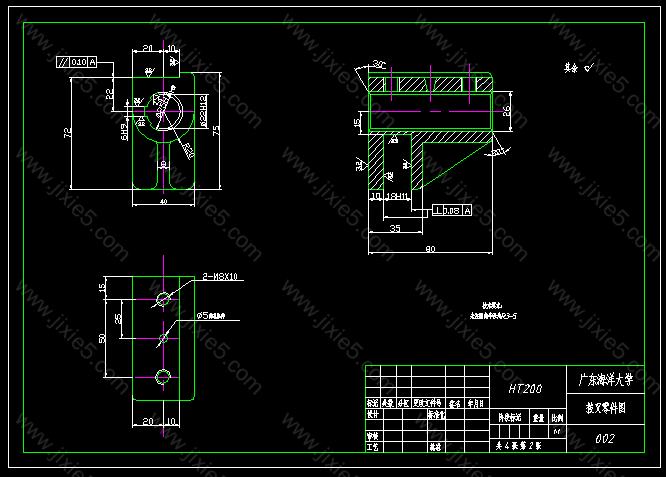
零件图(A3)
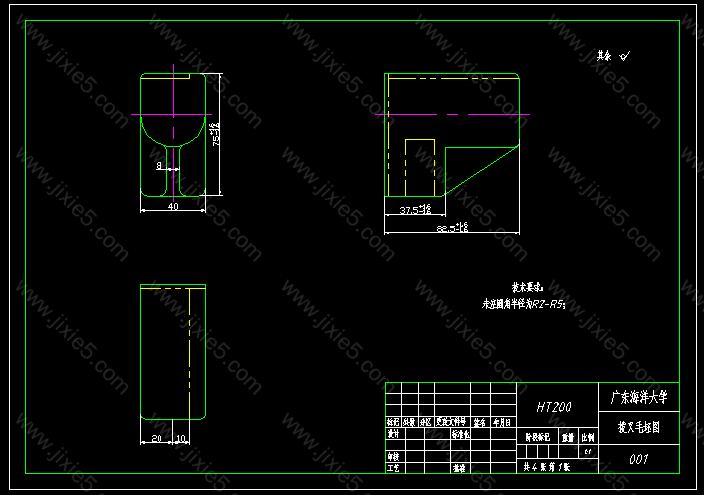
毛坯图(A3)

夹具零件图(A1)
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!