

A0-工序图-变速箱箱体
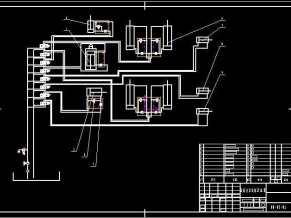
本课题来源于盐城悦达拖拉机厂。由于变速箱体使用的广泛性,该型号机体是需要大批量生产的。为提高其加工精度和生产效率,需要设计一台组合机床来改善变速箱体的加工情况。本课题是针对JM304B变速箱体钻孔组合机床总体及左主轴箱的设计。用于同时加工被加工零件左侧面上的8个孔,1个孔,1个;右侧面上8个孔,1个孔;后面上的8个孔,1个孔,一次装夹同时完成三面加工。
在设计过程中,采用后面、左面、下面三面定位,左面和后面用定位销定位,下面用定位条定位。上面采用气压缸夹紧,加工工艺性较好,零件装夹方便。此次设计主要分为组合机床总体设计和左主轴箱设计两大部分。对于机床总体设计,首先需要确定切削用量,计算切削力、切削扭矩、切削功率及刀具耐用度,然后以此确定主轴、外伸尺寸等。对于主轴箱设计,首先需要绘制设计原始依据图,并进行主轴、齿轮的确定与动力计算,接着进行主轴箱的动力计算等,最后,还需进行齿轮、各类轴的校核,就此完成了整个设计过程。
此次设计采用卧式单工位三面同时钻孔的方案,能够大大节约加工时间,提高工作效率。同时本组合机床有结构简单、操作方便、加工精度高、工人劳动强度低及有利于提高加工生产率等优点,实现了设计的目标要求。

A0-后盖补充加工图

A0-机床尺寸联系图

A0-加工示意图

A0-左主轴箱干涉检查图

A0-左主轴箱箱体补充加工图

A0-左主轴箱装配图

A2-上盖

A2-主轴

A3-传动轴

A3-中间底座

目录二

目录一

资料总预览

字数统计
申明:内容来自用户上传,著作权归原作者所有,如涉及侵权问题,请与我们联系,我们将及时处理!




















")

